
在现代钢铁冶金流程中,铁水预处理是提升钢水纯净度、优化炼钢工艺的关键环节。作为该环节的核心装备,喷枪的作用举足轻重。它浸入高达1400°C以上的铁水之中,将脱硫、脱磷等预处理剂以气体为载体,高效、均匀地吹入熔池,实现铁水成分的精准调控。喷枪的结构并不复杂,主要由连接固定的枪杆和将预处理剂导入铁水的枪体构成,但其服役环境却异常严苛。这就对其核心构件——耐火材料,提出了极高的性能要求。
喷枪耐火材料的技术发展路径,清晰地烙印着钢铁工业对效率、成本和稳定性的不懈追求。其演进历程大致可分为两个阶段:定形耐火材料和不定形耐火材料。
早期的喷枪普遍采用定形耐火材料,即由预先烧制成型的袖砖,像套袖一样逐块套装在中心钢管上。这种工艺相对简单,但性能瓶颈明显。例如,一些钢厂采用的黏土质袖砖和枪头砖,其寿命极短,往往仅使用一两次便主动报废。这种看似浪费的做法,实则是为了规避喷枪在役期间突然损坏,导致整炉钢水报废的巨大风险。当然,也有更优化的方案,如维苏威公司的喷枪,选用高铝质原料和鳞片石墨,通过等静压成型,并在砌筑时预留隔热间隙,显著延长了使用寿命。
随着不定形耐火材料技术的成熟,喷枪的制造方式迎来了根本性的变革。整体浇注成型技术凭借其无接缝、组织均匀、抗热震性好和寿命更长的优势,迅速取代了传统的袖砖砌筑。这一技术趋势在全球范围内都得到了验证:
我国的铁水炉外脱硫技术起步相对较晚,在20世纪80年代中后期,也完成了从寿命仅为1-3次的黏土质袖砖,向以Al2O3-SiO2系材料为主的整体浇注喷枪的跨越。如今,由金属管芯与高铝质不定形耐火浇注料构成的整体浇注喷枪已成为主流。通常,这类浇注料中Al2O3含量在60%~80%之间,并加入约4%的耐热钢纤维,以期获得理想的抗侵蚀与抗热震性能。
要理解喷枪耐火材料的技术要求,必须先深入分析其在实际生产中所面临的复杂工况。表1展示了典型钢厂铁水预处理喷枪的工作条件。
表1 铁水预处理喷枪的工作条件
| 工作参数 | 宝 钢 | 鞍钢第三炼钢厂 |
|---|---|---|
| 铁水包容量/t | 320 | 80 |
| 铁水温度/℃ | 1400~1425 | 1400 |
| 处理剂种类 | CaO, CaC2 | CaO, CaC2 |
| 处理时间/min | 20 | 22 |
| 炉渣碱度 | 22.7 | - |
| 枪龄/次·支-1 | >100 | 25 |
喷枪的操作是间歇性的:插入高温铁水、喷吹、拔出、冷却。这个循环带来了剧烈的温度骤变。同时,喷吹过程伴随着强烈的机械振动,高压气流搅动铁水和熔渣,对枪体产生持续的冲刷与磨损。处理剂(如CaO)在净化铁水的同时,也对耐火材料产生化学侵蚀。
这种热-力-化学耦合的复杂作用,导致喷枪不同部位的损毁机制各不相同,如图1所示。
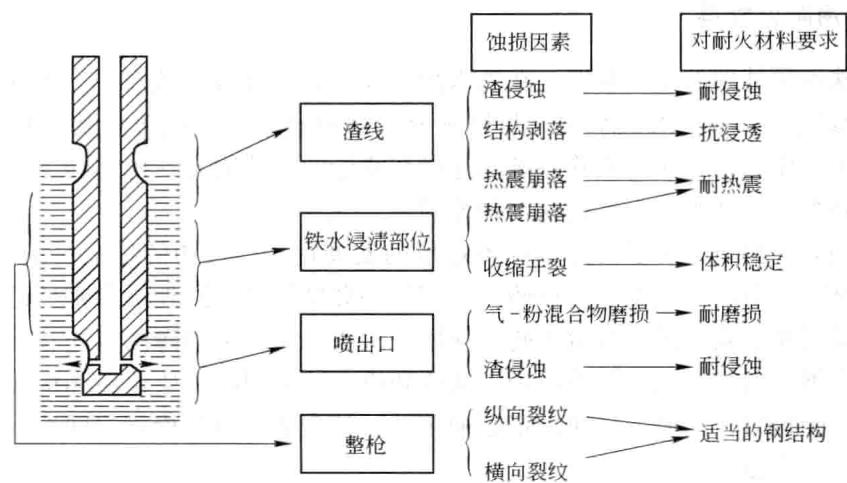 图1 铁水预处理喷枪的损毁因素及对耐火材料的要求
图1 铁水预处理喷枪的损毁因素及对耐火材料的要求
综合来看,穿孔、开裂、熔损和剥落是喷枪常见的失效模式(见图2),任何一处薄弱环节的过早损坏,都将导致整支喷枪的报废。
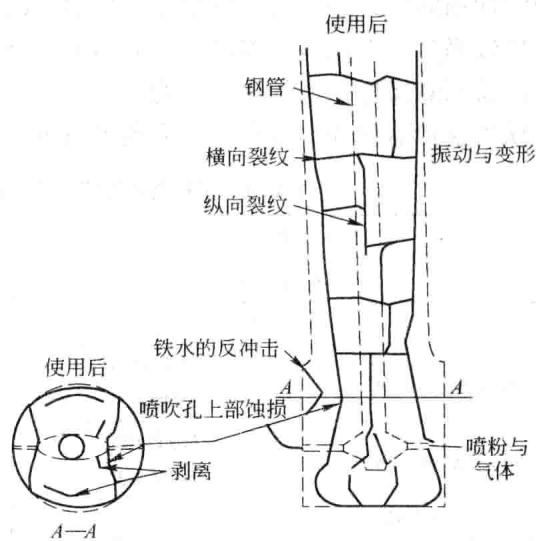 图2 铁水脱硅喷枪浇注料的损毁示意图(虚线为使用前)
图2 铁水脱硅喷枪浇注料的损毁示意图(虚线为使用前)
基于上述失效分析,一支高性能的喷枪用耐火材料必须具备以下综合性能:
表2为某厂生产的一款铁水预处理脱硫喷枪浇注料的关键性能指标,反映了当前材料所能达到的技术水平。
表2 某厂生产的铁水预处理脱硫喷枪的性能指标
| 性能 | 项目 | 指标 |
|---|---|---|
| 化学成分 w/% | Al2O3+SiO2 | ≥90 |
| 体积密度 /g·cm-3 | 110℃×24h | ≥2.9 |
| 抗折强度/MPa | 110℃×24h | ≥8.0 |
| 1100℃×3h | ≥7.0 | |
| 1500℃×3h | ≥10.0 | |
| 耐压强度/MPa | 110℃×24h | ≥90 |
| 1100℃×3h | ≥80 | |
| 1500℃×3h | ≥110 | |
| 线变化率/% | 1500℃×3h | +0~+0.4 |
要达到并超越这些指标,研发人员从材料和结构两方面提出了改进方向:
对喷枪耐火材料各项性能的精准评估,是指导材料优化和质量控制的前提。其中,像抗折强度、耐压强度、高温线变化率和抗热震性等指标的测试,对设备精度和实验方案都有着严苛的要求。这正是专业检测实验室的核心价值所在。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,专业的权威第三方检测机构,专业检测耐火材料性能检测,可靠准确。欢迎沟通交流,电话19939716636












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
