
在处理截面小于120mm的小方坯连铸工艺时,传统的长水口与浸入式水口因结构尺寸限制而不再适用。为了在无塞棒控制的中间包系统中实现精确的钢水流量调控,定径水口 (Sizing Nozzle) 成为了不可或缺的功能耐火材料。它采用开式浇注方式,其孔径的稳定性直接决定了钢坯的注速和拉坯速度,进而影响最终产品的质量与生产节拍。
一个合格的定径水口,必须在严苛的服役环境中表现出极高的可靠性。这意味着它不仅要避免堵塞、开裂或脱落等致命故障,更核心的性能指标在于其极低的扩孔速率。要承受高温钢水的持续冲刷与化学侵蚀,同时抵御巨大的温度梯度变化,材料必须具备卓越的抗冲刷性、抗侵蚀性与抗热震性。在这样的性能要求下,高档次的氧化锆 (ZrO2) 质耐火材料成为了该领域的首选。
根据成本、性能和应用场景的权衡,目前市场上的定径水口主要形成了三种结构设计路线:
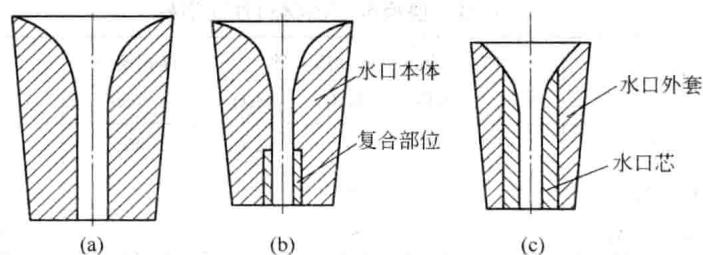
图1 全均质定径水口(a)、直接复合式定径水口(b)和镶嵌式定径水口(c)示意图
全均质定径水口 (Homogeneous Sizing Nozzle) 这种水口通体由高含量(60% ~ 95%)的ZrO2材料构成。其内部化学成分均一,组织结构完整性好,因而具备出色的整体强度和最强的抗侵蚀能力。研究表明,ZrO2含量与抗侵蚀性和使用寿命呈正相关。然而,这种不计成本追求极致性能的设计,使其制造成本相当高昂,通常用于对稳定性要求极高的场合。
复合式定径水口 (Composite Sizing Nozzle) 为了在保证性能的同时控制成本,复合式设计应运而生。其主体采用锆英石等低含锆材料,而在与钢水直接接触的内层则复合一层高氧化锆材料。两者通过一次成型、一体烧结而成。这种结构大幅降低了高价ZrO2的用量,成本优势明显。但其固有挑战在于,内外两层材料的ZrO2含量差异导致线膨胀系数不匹配,在急冷急热的使用过程中,界面处容易产生应力集中,增大了开裂的风险。因此,工程实践中通常将内层的ZrO2含量控制在70% ~ 80%范围内,以寻求性能与可靠性之间的平衡。
镶嵌式定径水口 (Inlaid Sizing Nozzle) 镶嵌式结构是当前市场应用最广泛的设计,它在成本与性能之间找到了一个绝佳的平衡点。它由外套和内芯两部分独立制造,再用耐火泥粘结组装。外套部分通常选用成本更低的高铝材质,而核心的内芯则采用高性能的氧化锆材质。这种解耦式的设计带来了诸多优势:制造成本低,抗热震性表现优异,并且可以根据不同的工况需求灵活定制不同规格和纯度的氧化锆内芯。极高的性价比使其成为小方坯连铸应用的主流选择。
定径水口的性能表现,最终由其材料的理化指标决定。行业标准YB/T 4075为锆质定径水口的各项性能参数提供了明确的规范。
表1 锆质定径水口理化指标 (参考 YB/T 4075)
| 项 目 | 水 口 牌 号 | 水口外套 |
|---|---|---|
| 1 | 2 | |
| w(Zr(Hf)O2)(不小于)/% | 70 | 75 |
| w(Al2O3)(不小于)/% | — | — |
| 显气孔率(不大于)/% | 22 | 22 |
| 体积密度(不小于)/g·cm-3 | 3.8 | 3.9 |
| 抗热震性 | 提供数据 |
从表中数据不难看出,随着ZrO2含量的增加(从牌号1到9),材料的体积密度显著提升,而显气孔率则持续下降。这直接对应着材料致密度的提高,是其获得优异抗侵蚀性能的物理基础。对这些关键理化指标的精确控制与检验,是确保每一批定径水口产品质量稳定的前提。这正是专业检测实验室的核心价值所在,通过严谨的测试流程为材料性能提供可靠的数据支撑。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,专业的权威第三方检测机构,专业检测锆质耐火材料检测,可靠准确。欢迎沟通交流,电话19939716636
氧化锆定径水口内芯的制造,其核心原料为部分稳定的电熔氧化锆和锆英石。稳定剂的选择存在地域差异,国内普遍采用氧化钙(CaO)作为稳定剂,而国外则更倾向于使用氧化镁(MgO)。
其生产工艺流程主要包括坯料配制、混碾、成型、干燥和高温烧成等环节。其中,烧成温度是一个尤为关键的工艺参数,直接与原料体系相关:
为了满足现代化钢厂对生产效率的极致追求,延长中间包单次使用寿命,定径水口的快速更换技术应运而生。该技术允许在不中断浇铸的情况下在线更换水口,极大地提高了单罐钢水的连浇时间,保证了铸坯质量的连续性,并显著提升了劳动效率。
然而,技术的进步也带来了新的挑战。快换水口在使用时无法预热,这意味着水口将直接承受从室温到1500°C以上的剧烈温差,对材料的抗热震性提出了前所未有的苛刻要求。同时,快换机构要求水口与上水口之间必须有极高的配合精度。
表2 快换水口及其配套材料的性能指标
| 项目 | 材质 | 化学组成 (质量分数)/% | 体积密度/g·cm-3 | 气孔率/% | 耐压强度/MPa |
|---|---|---|---|---|---|
| SiO2 | ZrO2 | Al2O3 | MgO | ||
| ZrO2芯 | 氧化锆 | 1.1 | 95 | — | 2.6 |
| 水口芯外套 | 刚玉浇注料 | — | — | 98.0 | — |
| 中间包座砖 | 烧成高铝 | 15.0 | — | 83.0 | — |
(注:上表部分数据根据典型工程应用补充,以提供更完整的参考)
如表2所示,用于快换系统的ZrO2芯,其ZrO2含量高达95%,并配合刚玉外套与高铝座砖形成一套完整的系统解决方案,共同应对高效连铸带来的严峻挑战。












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
