
在无损检测(NDT)领域,磁粉检测(Magnetic Particle Testing, MT)是一种应用极为广泛且历史悠久的方法。它本质上属于漏磁场检测技术的一个重要分支,但因其独特的显示方式和广泛的适用性,在工程实践中通常被视为一个独立的检测门类。其核心价值在于,能够以一种直观且高效的方式,揭示铁磁性材料表面及近表面的不连续性。
磁粉检测的物理基础源于一个有趣的电磁学现象。当一个由铁磁性材料(如碳钢、合金钢等)制成的工件被外加磁场充分磁化后,其内部会形成均匀分布的磁力线。如果该工件的表面或近表面区域存在裂纹、夹杂、疏松等缺陷,这些不连续性的存在会极大地改变该区域的磁导率,从而导致局部磁阻显著增大。
磁力线在行进过程中遇到高磁阻区域时,会如同水流遇到障碍物一般,被迫“绕行”。一部分磁力线会穿出工件表面,进入空气中,然后再返回工件内部,从而在缺陷的正上方形成一个微观的、局部的“漏磁场”。
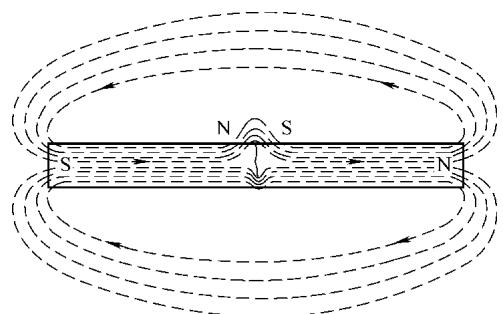 图1 经磁化的铁磁性材料缺陷处漏磁场的形成
图1 经磁化的铁磁性材料缺陷处漏磁场的形成
此时,若将微细的铁磁性粉末(即磁粉)施加到工件表面,这些磁粉就会被漏磁场这个“微型磁铁”所吸附、聚集,从而在缺陷位置形成肉眼可见的、与缺陷形状轮廓高度相关的磁痕。通过观察和判别这些磁痕,检测人员便能准确地定位缺陷并评估其严重程度。
作为工业质量控制的一线技术,磁粉检测的普及得益于其几项无可替代的优点:
然而,任何技术都有其边界。在选择磁粉检测时,工程师必须清醒地认识到其固有的局限性,这些限制条件直接决定了其应用的有效性与可靠性。
准确把握这些复杂的应用条件,并针对具体工件和潜在缺陷类型选择最佳的磁化规范和检测工艺,是确保磁粉检测质量的关键。这需要深厚的理论知识和丰富的实践经验。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,专业的权威第三方检测机构,专业检测磁粉探伤,可靠准确。欢迎沟通交流,电话19939716636
在具体实施中,磁粉检测可以根据不同的标准进行分类,形成了多种工艺方法以适应不同的工件和检测需求:
这些方法的组合与选择,构成了磁粉检测工艺的核心。后续的探讨将深入到磁场的产生与控制、磁粉与磁悬液的选型、磁痕的精确判别与记录,以及检测后的质量控制与安全规范等更为具体的技术细节中。












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
