
在现代工业生产中,金属棒材作为基础原材料,其质量的可靠性直接关乎最终产品的性能与安全。棒材的制造工艺——无论是热轧、冷轧还是冷拉——决定了其表面的初始状态。例如,热轧棒材(俗称“黑皮棒材”)表面粗糙,附着氧化铁皮,这对无损检测的精度构成了直接挑战。相比之下,冷轧和冷拉棒材的表面光洁度更高,更利于探伤。而经过磨光处理的钢棒,则为实现高精度检测提供了最理想的条件。
尽管多种常规无损检测方法均可用于棒材探伤,但自动化检测技术因其高效、稳定的特点,在工业化生产中占据了主导地位。本文将深入探讨两种主流的自动化表面检测技术:涡流法和漏磁法,解析其原理、方法、设备配置及在不同类型棒材检测中的应用策略。
涡流探伤是棒材表面缺陷检测的核心技术之一,其自动化设备模式主要围绕三种实现路径展开:穿过式、旋转点探头式以及钢棒螺旋前进式。
穿过式涡流探伤因采用环状的穿过式检测线圈而得名(如图1所示),通常适用于直径在 2 ~ 100 mm 范围内的钢棒。其核心优势在于检测速度快,仅需单通道探头和仪器便能覆盖钢棒整个圆周表面。
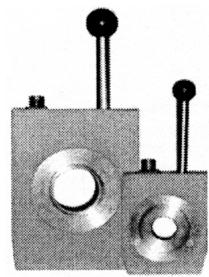 图1 穿过式检测线圈
图1 穿过式检测线圈
然而,这种方法存在固有的局限性。穿过式线圈对于沿钢棒轴向分布的裂纹(纵向裂纹)不够敏感,且随着钢棒直径的增大,其检出灵敏度会显著下降。因此,大直径钢棒的检测通常不建议采用此方法。
在对铁磁性钢棒进行穿过式涡流探伤时,有两个工程难题必须解决:
当质量要求极为严苛,需要极高的表面检测灵敏度时,旋转点探头式涡流探伤便成为首选。其工作方式是:点式探头在一个俗称“旋转头”的旋转盘带动下,围绕钢棒高速旋转,而钢棒则沿轴向直线前进,从而实现对棒材表面的螺旋式扫描(如图2所示)。该方法同样适用于直径 2 ~ 100 mm 的钢棒。
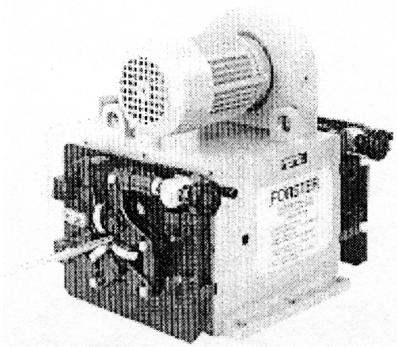 图2 旋转头装置
图2 旋转头装置
由于点探头的高灵敏度,此方法无需磁饱和装置,但增加了结构复杂且造价高昂的旋转头。它与穿过式方法形成了完美的互补:旋转点探头对纵向裂纹极为敏感,而穿过式线圈则对周向裂纹更敏感。在高端应用中,两者联用可实现对缺陷的无死角检测。
该方法的应用也存在一些权衡:
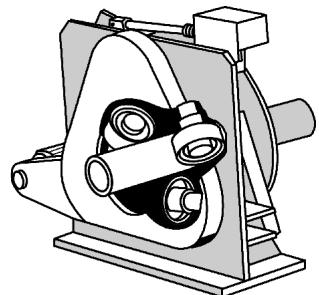 图3 常用的三辊定心装置
图3 常用的三辊定心装置
通过有效抑制提离效应,旋转点探头法已成功应用于许多过去无法检测的高精度棒材。
对于大直径钢棒,穿过式和旋转点探头式均非理想选择。此时,可以采用一种逆向思维的方案:让点探头固定不动,而钢棒自身进行螺旋式前进(如图4所示)。
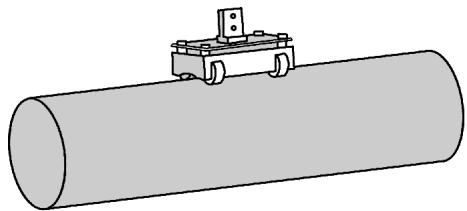 图4 点探头固定、钢棒螺旋前进的涡流探伤
图4 点探头固定、钢棒螺旋前进的涡流探伤
这种方式的设备结构与前两者截然不同:
考虑到大直径钢棒的巨大重量,这类设备的机械结构必须极其坚固,这是保证检测结果稳定可靠的基础。
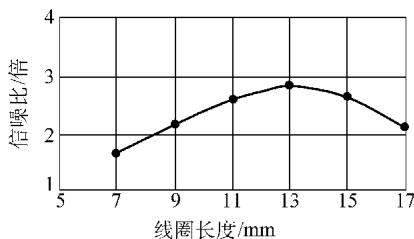 图5 线圈长度与信噪比的关系
图5 线圈长度与信噪比的关系
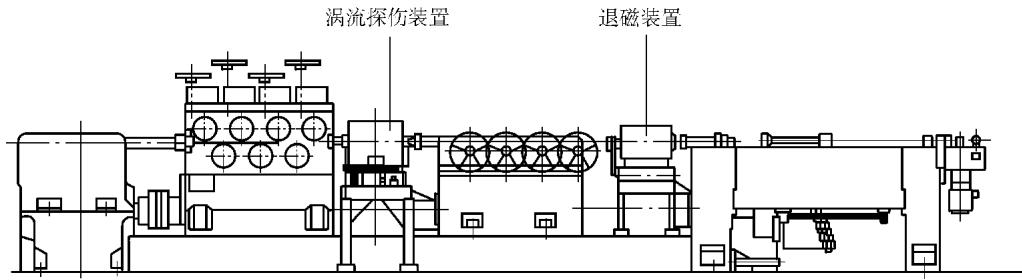 图6 冷拔机上的钢棒涡流探伤装置
图6 冷拔机上的钢棒涡流探伤装置
磨光钢棒:表面质量极佳,是旋转点探头法大显身手的领域。对于轧制过程中形成的纵向长缺陷,旋转点探头法是目前通用的高效检测手段,能够稳定检出深度达 100 μm 的微小缺陷。联合使用穿过式线圈,则能同时覆盖点状缺陷,实现对表面和近表面缺陷的全面筛查。
六角钢棒:由于其不规则的断面形状,旋转探伤不再适用。最适宜的方法是穿过式涡流探伤。检测线圈有两种设计模式:一种是单通道的异形穿过式线圈;另一种是由6个放置式线圈组合而成的阵列,既可以作为6个独立通道,也可以差动连接成一个整体(如图7所示)。
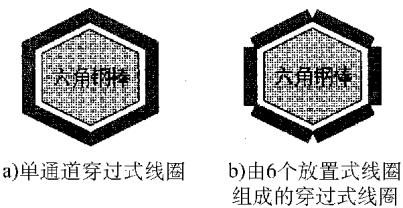 图7 六角钢棒的穿过式检测线圈
图7 六角钢棒的穿过式检测线圈
对于表面粗糙的热轧钢棒,漏磁探伤法往往能提供比涡流法更高的信噪比。同时,由于其探测深度优于涡流法,一些对质量要求高的冷拔和磨光钢棒也开始采用此技术。
漏磁探伤的原理与磁粉法一脉相承:首先对铁磁性钢棒进行强力磁化,当表面或近表面存在裂纹等不连续性缺陷时,磁感线将被迫绕行并泄漏出钢棒表面,形成“漏磁场”。通过高灵敏度的磁传感器(如霍尔元件、感应线圈等)捕捉这个漏磁场,即可将其转化为电信号,从而发现缺陷。
要有效地产生漏磁场,磁化是关键。磁场的方向必须与缺陷的走向尽可能垂直,才能获得最高的检测灵敏度。为此,工程上开发了两种主要的磁化方法:
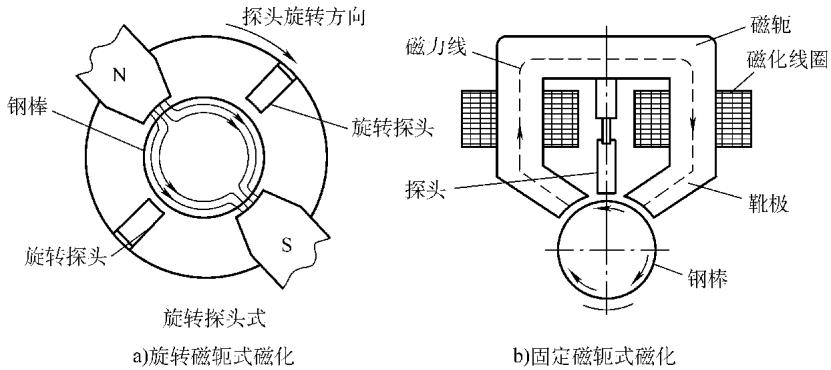 图8 用于棒材探伤的横向磁化装置简图
图8 用于棒材探伤的横向磁化装置简图
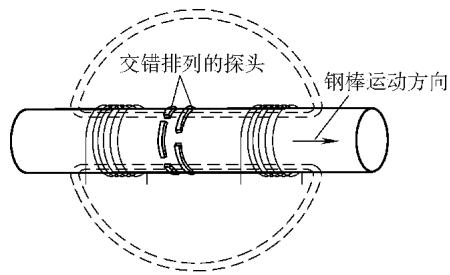 图9 用于棒材探伤的纵向磁化装置简图
图9 用于棒材探伤的纵向磁化装置简图
由于棒材中的缺陷取向难以预知,仅采用单一方向的磁化很可能造成漏检。因此,在要求高的场合,必须采用横、纵向联合检测。
磁化电流的选择也至关重要。交流磁化因趋肤效应,能量集中于表面,适合检测表面及近表面缺陷,且设备简单、成本低。直流磁化则没有趋肤效应,磁场可穿透更深,能检测到更深的亚表面缺陷,是目前钢棒漏磁探伤中应用更广的方式,但其设备能耗高,且探伤后通常需要进行退磁处理。
感应线圈是自动化漏磁探伤中最常用的传感器。其检测灵敏度与扫描速度正相关,速度越快,感应电压越高,灵敏度也越高。在旋转探头式的设备中,旋转头的转速可达 1000 r/min,这既提高了效率,也增强了检测能力。
漏磁探伤设备的模式同样可以根据相对运动和缺陷取向来划分。旋转式设备(探头旋转)速度快但结构复杂、造价高昂;固定式设备(棒材螺旋前进)结构简单、成本低,但检测速度较慢。高端的联合探伤设备通常会将一套旋转式纵向探伤设备和一套固定式横向探伤设备组合起来,以实现对所有取向缺陷的全面覆盖。
要实现可靠的棒材无损检测,不仅需要选择正确的技术路径,更需要对设备参数、探头选型、磁化与退磁工艺进行精细优化。这背后是对材料学、电磁学和机械工程的深刻理解。这正是专业检测实验室的核心价值所在。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,专业的权威第三方检测机构,专业检测棒材无损检测,可靠准确。欢迎沟通交流,电话19939716636
总结而言,漏磁探伤法具有以下鲜明特点:












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
