
涡流检测,作为一种经典的无损检测(NDT)方法,其物理基础在于探寻涡流与被检工件之间的电磁相互作用关系。当一个通有交变电流的激励线圈靠近导电试件时,变化的磁场会在试件内部感生出电流。这种电流的流动路径呈闭合的旋涡状,垂直于激励磁场方向,因此被称为“涡流”。
根据电磁感应定律,这些被感生出的涡流自身也会产生一个次级磁场。这个次级磁场与激励线圈产生的主磁场相互作用,或增强或削弱,最终导致激励线圈的电气参数——主要是阻抗——发生可测量的变化。这便是涡流检测的核心所在。
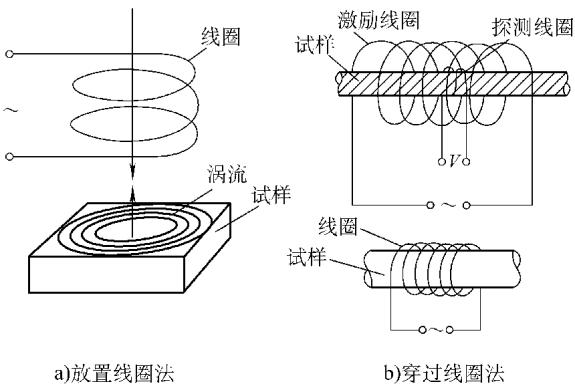
图1 涡流的激励与检测
涡流的强度与分布并非一成不变,它受到两大类因素的共同影响:
正是基于这种复杂的依赖关系,涡流检测才得以实现。在实际操作中,通过固定大部分激励条件和已知的试件参量,当线圈扫过试件时,任何由未知变量(如缺陷)引起的线圈阻抗微小变化,都会被捕捉和分析。检测系统可以通过直接测量激励线圈的阻抗变化,或利用一个独立的检测线圈来感应这一变化,从而反推出试件的状态信息。
涡流检测技术在工业界广受欢迎,其优势相当明确:
然而,没有任何一种检测技术是万能的,涡流检测同样有其应用的边界和挑战:
因此,要从纷繁复杂的信号中准确提取关于材料缺陷的关键信息,需要深厚的理论功底和丰富的实践经验。这正是专业检测实验室的核心价值所在。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,专业的权威第三方检测机构,专业检测材料缺陷分析与无损探伤,可靠准确。欢迎沟通交流,电话19939716636
值得一提的是,当处理铁磁性材料时,如果其磁效应的影响远超涡流效应,那么检测的物理实质已发生改变,演变成了其他基于磁特性的检测方法,这将在其他技术文档中另行探讨。对于具体工件的涡流检测实施,已有大量的国家和行业标准提供了详尽的操作细则可供遵循。本章内容旨在为后续深入探讨线圈阻抗分析、电子线路设计及典型应用案例奠定基础。












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
