
在涡流无损检测领域,信号的幅度和相位是承载缺陷信息的关键载体。然而,在实际检测环境中,来自设备、材料结构或外部环境的本底噪声,或是多个邻近缺陷的信号,常常会与我们真正关心的有用信号发生叠加。这种信号混杂的状态,如同在嘈杂环境中试图听清耳语,给信号的准确评估和解读带来了严峻挑战。多频涡流检测技术,正是为了解决这一核心难题而发展起来的有效手段。
该技术的物理基础,建立在一个经过实验反复验证的假设之上:信号的线性合成。简言之,由多个干扰源(如一个缺陷与本底噪声)共同引起的复合信号,可以被看作是每个独立信号的矢量和。巧妙之处在于,不同性质的信号(如缺陷、管壁几何变化、材料电导率波动等)对激励频率的响应特性——即其幅度和相位的变化——是各不相同的。多频技术正是利用这一差异,通过在不同频率下采集信号,并进行代数运算,从而将不希望的干扰信号从组合信号中“剥离”出去,最终提纯出有价值的缺陷信息。
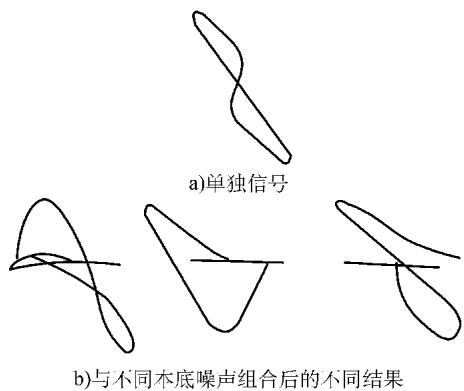
图1. 涡流检测中的信号叠加效应,在阻抗平面上显示的本底噪声对真实信号的干扰
多频法的核心操作是信号相减。其基本思路是,采用一个主频率进行常规检测,同时采用一个或多个辅助频率,这些辅助频率的选择旨在优先、最大化地拾取我们想要消除的干扰信号。
然而,事情并非简单的“一减了之”。因为任何一个频率的涡流场都可能对多种现象敏感,只是敏感程度不同。因此,用一个频率的检测结果去减另一个频率的结果,并不能得到纯净的零背景。频率的改变还会同步改变不同类型信号之间的幅值与相位比率。
我们通过一个实例来理解这个过程。假设存在三种信号源:① 来自紧靠探头线圈的近场噪声;② 来自材料稍深处的内部缺陷;③ 来自更靠近材料背面的远端缺陷。
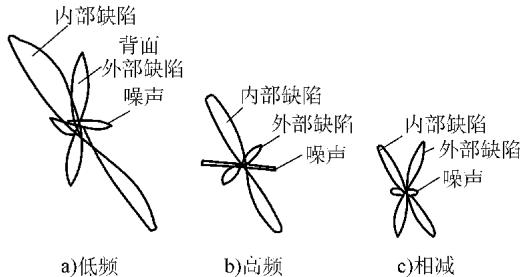
图2. 多频信号相减原理示意图
这个例子揭示了多频技术的一个本质:它是一种权衡与优化的艺术,旨在通过频率组合与信号处理,最大限度地压制主要干扰,从而凸显目标缺陷。
多频涡流检测的根本,是利用同一检测线圈在不同激励频率下,对不同影响因素(缺陷、干扰)产生的涡流响应信号在幅值和相位上存在差异这一物理现象。通过对这些多维度的信号进行代数处理(如混频),便可以消除或削弱干扰,实现对目标缺陷信号的提取与评价。
实施这一技术的前提,是必须清晰掌握单一频率激励下,涡流信号对特定检测对象(如不同深度的缺陷、支撑板等结构件)的响应规律。
在实际应用中,涡流信号的相位角是判定缺陷深度和位置的关键参数。以换热器管检测为例,工程师会首先使用一个带有已知人工缺陷的对比试样管进行标定。
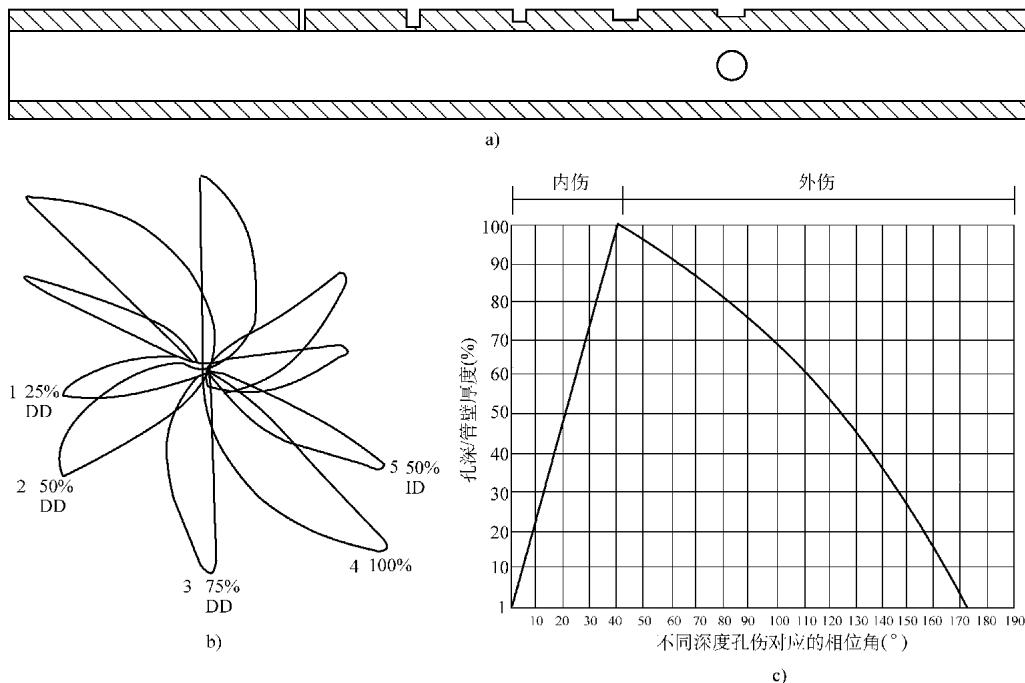
图3. 典型的换热器管对比试样及不同深度人工伤响应信号的相位关系
如图3所示,在400kHz的工作频率下,不同深度的缺陷信号在阻抗平面上按特定规律分布:随着缺陷深度减小(从内壁到外壁),其响应信号的相位角逐渐增大。
在工程实践中,通常会进行如下约定与设置:
根据图3c绘制的“缺陷深度-相位角”关系曲线,可以建立起一个清晰的对应关系:相位角在0° ~ 40°范围内的信号,代表着管材内壁不同深度的腐蚀,角度越小,腐蚀越浅;而角度大于40°的信号,则对应外壁缺陷。一旦这条标定曲线建立,在后续对同规格的实际管道进行检测时,通过识别未知缺陷信号的相位角,即可快速判定其位置(内/外壁)与大致深度。
信号混频是消除特定干扰信号的核心技术。其过程如图4所示,涡流仪的两个独立通道(通道A和通道B)分别工作在频率f1和f2下,对同一个干扰源(如换热器支撑板)进行检测。
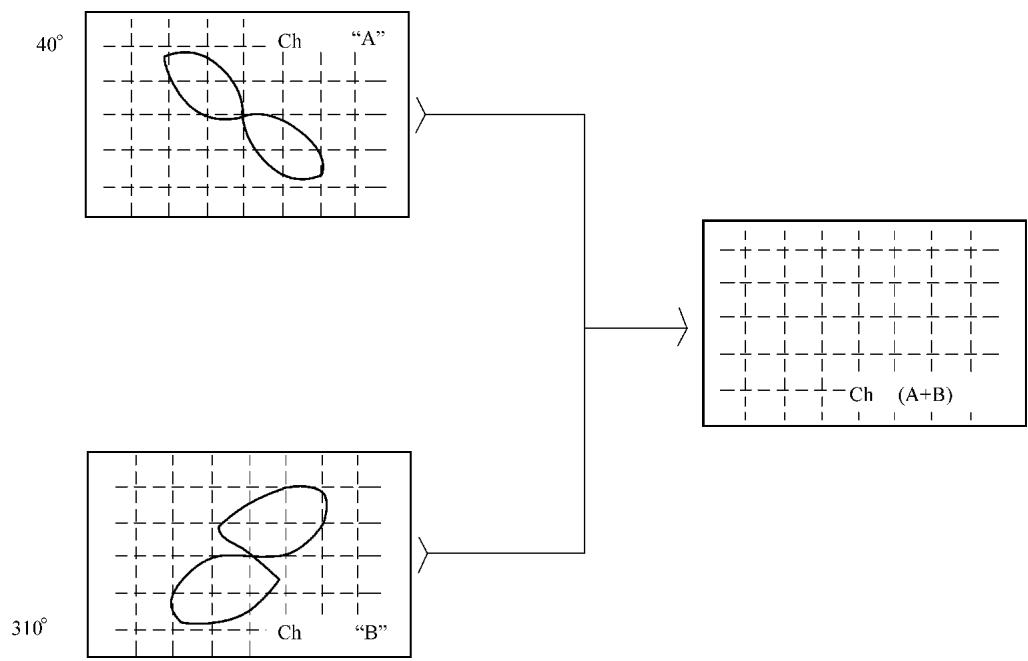
图4. 利用双通道信号混频消除干扰因素的响应
通过精细调整两个通道的增益和相位旋转,可以使来自该干扰源的两个信号达到“幅度相等、相位相差90°”的特定状态。当这两个处理后的信号被送入一个混频通道进行矢量叠加时,它们的矢量和恰好为零,从而在最终的显示结果中,该干扰因素的响应信号被完全消除。
换热器是多频涡流技术大显身手的典型场景。其内部密布的管道由一块或多块金属支撑板固定。在设备运行中,管道因流体冲刷和机械振动,极易在与支撑板接触的部位发生磨损或电化学腐蚀。
使用传统的单频涡流检测时,当探头经过铁磁性材料制成的支撑板时,会产生一个极强的电磁干扰信号,其强度足以完全“淹没”可能存在于该位置的任何真实缺陷信号。这使得对支撑板区域的有效检测成为一个“不可能完成的任务”。
多频涡流检测技术正是为此而生。通过设置多个工作频率,并利用上文所述的混频技术,可以专门针对支撑板的响应信号进行调整和消除。
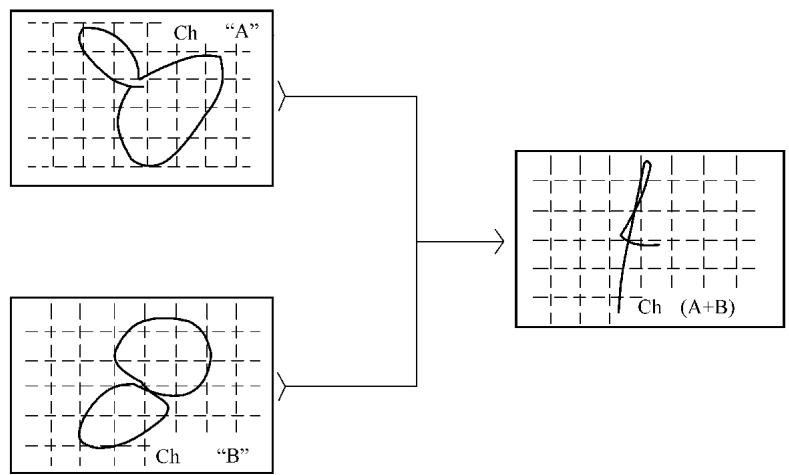
图5. 经混频处理后,从支撑板干扰中提取出的磨损缺陷信号
如图5所示,在经过混频处理后,强大的支撑板信号被成功抑制,一个原本被掩盖的缺陷信号得以显现。该信号的相位角约为110°,参照之前建立的“深度-相位”关系曲线,可以判定这是一个位于换热器管外壁的缺陷,其深度约为管材壁厚的60%。
由此可见,从复杂的信号环境中精确地分离和提取目标信息,需要对检测原理有深刻的理解,并具备精密的参数调试和信号处理能力。这正是专业检测实验室的核心价值所在。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,专业的权威第三方检测机构,专业检测涡流检测,可靠准确。欢迎沟通交流,电话19939716636












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
