
自1990年美国PRI仪器公司推出磁光涡流成像仪(Magneto-Optic/Eddy Current Imager, MOI)以来,这项技术为无损检测领域,特别是大面积快速扫查带来了革命性的变革。它巧妙地融合了光学与电磁学原理,实现了对材料表面及亚表面缺陷的直观、实时成像。
MOI技术的核心根植于两大物理基础:法拉第磁光效应与电磁感应定律。
法拉第效应描述了一个物理现象:当一束偏振光沿着磁场方向穿过特定介质时,其偏振面会发生旋转。如图1所示,旋转角 θf 的大小与介质长度 L、磁感应强度 B 成正比,其关系式可表达为:
θf = VLB
此处的 V 是一个与介质材料属性和光频率相关的常数,被称为费尔德常数(Verdet constant)。
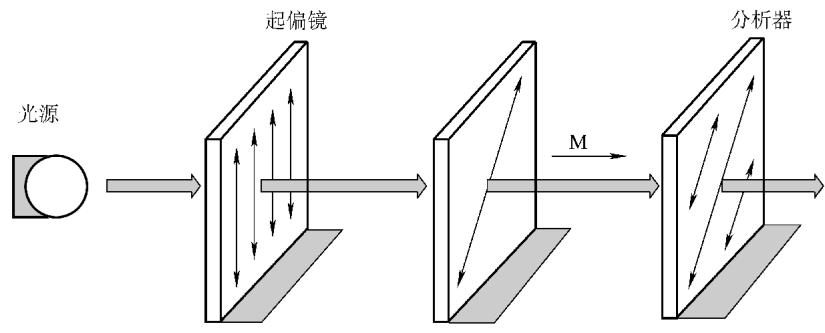 图1 法拉第磁光效应示意图
图1 法拉第磁光效应示意图
在MOI仪器中,这一原理被精巧地物化。其核心是一个由涂覆有铋(Bi)的石榴石铁氧体薄片构成的磁光传感器。检测时,扫查头(图2)内的线圈产生一个交变磁场,该磁场在被检工件的表层感生出涡流。
与传统涡流探头产生的环形电流不同,MOI技术诱导的涡流更接近于一种平行于试件表面的“层流状”电流。当工件完好无损时,涡流均匀流动,其产生的感生磁场也相对均匀。一旦涡流路径上遇到裂纹、腐蚀等不连续缺陷,涡流会绕过缺陷流动,导致其上方的磁场发生畸变。
这个畸变的磁场会作用于磁光传感器,依据法拉第效应,改变反射光的偏振面旋转角度。最终,这些携带缺陷信息的磁光信号被电荷耦合器件(CCD)相机捕捉,经过系统分析后,在监视器上实时显示出缺陷的直观图像,如图3所示的铆钉周边成像。
 图2 MOI成像扫查头结构示意图
图2 MOI成像扫查头结构示意图
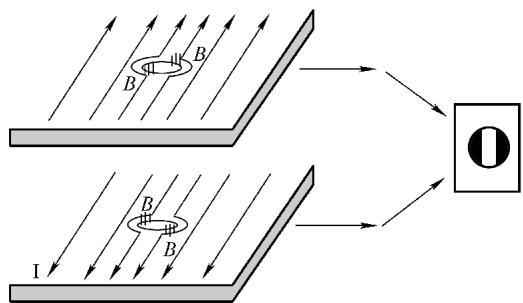 图3 在铆钉上磁光涡流的成像
图3 在铆钉上磁光涡流的成像
相较于传统的涡流检测方法,MOI技术在多个方面展现出显著的优越性。
大面积快速成像:传统点式或线式涡流探头检测效率低下,难以应对大面积构件的快速筛查。MOI通过面阵式传感器,实现了“所见即所得”的成像检测,极大地提升了检测速度和覆盖范围。
免疫提离效应:提离效应是传统涡流检测的一大难题。探头与工件表面之间距离的微小变化(如油漆厚度不均、表面粗糙)都会引起信号剧烈波动,造成误判。MOI对此不敏感,在检测老旧飞机等涂层覆盖的结构时,无需去除油漆,简化了检测流程并保护了工件。
宽频带与深度可调:MOI可在1.6 kHz至100 kHz的宽频率范围内工作。利用高频(趋肤深度浅)可以清晰成像并检测飞机铝蒙皮下铆钉附近的微小疲劳裂纹;切换到低频(趋肤深度深)则能有效探测深层结构中的裂纹和腐蚀。整个过程图像实时显示,配合低照度彩色摄像系统,图像质量非常高。
MOI技术的应用极为广泛,尤其在航空航天、压力容器等领域的结构健康监测中发挥着重要作用。
1. 孔边微小裂纹的探测 图4展示了对一块1.5 mm厚铝板上孔边模拟裂纹的检测结果。板上有四个直径6.35 mm的孔,孔边用电火花加工了四条长度递增的切槽(0.5 mm, 1.0 mm, 1.5 mm, 2.0 mm)。图像中显示的并非裂纹本身,而是涡流绕过裂纹时产生的垂直磁场分布。可以看到,图像在实际切槽周围形成了一个宽度约等于一个趋肤深度的“晕区”。
因此,可以通过测量图像中缺陷的长度再减去一个趋肤深度来估算缺陷的实际尺寸。当然,这种方法的局限性在于,当缺陷实际长度小于或等于趋肤深度时,定量评估会变得困难。在实际操作中,可以通过调整仪器参数或使用已知尺寸的缺陷标样进行对比,以提高评估的准确性。
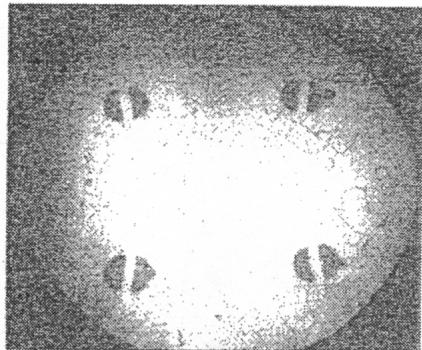 图4 孔边电火花切槽的磁光涡流成像(槽长从左上角逆时针方向分别为0.5 mm、1.0 mm、1.5 mm和2.0 mm)
图4 孔边电火花切槽的磁光涡流成像(槽长从左上角逆时针方向分别为0.5 mm、1.0 mm、1.5 mm和2.0 mm)
2. 长裂纹的成像特征 对于长裂纹,MOI图像通常不会是连续均匀的亮线(见图5)。这是因为传感器反映的是围绕裂纹的磁场,而流经长裂纹的涡流分布本身就不均匀。典型特征是裂纹两端信号最强,易于识别,而中间部分由于电流流动近似均匀,信号相对较弱。图像能够很好地再现裂纹的曲折形态。
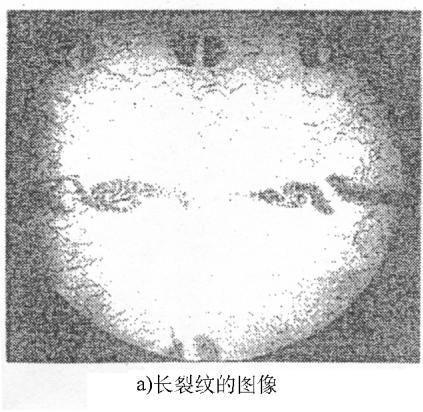 图5 长裂纹的磁光涡流图像
图5 长裂纹的磁光涡流图像
3. 多层结构与腐蚀检测 MOI能够检测第二层甚至更深层的缺陷,前提是涡流的趋肤深度足以达到缺陷所在的深度。这可以通过选择较低的工作频率来实现。例如,老旧飞机的腐蚀检测,其可检深度通常在0.4 mm至3.0 mm之间。
图6展示了不同类型缺陷的MOI图像。可以发现,深处缺陷(如第二层裂纹或腐蚀)的图像相较于表面裂纹,会显得更加弥散,清晰度有所下降。通过在不同激励频率下进行扫查,可以对缺陷的埋藏深度进行评估。例如,某第二层裂纹在12.8 kHz下可见,但在25.6 kHz下消失,那么其埋深就介于这两个频率对应的趋肤深度之间。尽管可以对腐蚀区域的深度进行评估,但要实现对腐蚀程度的精确量化,仍然是该技术应用中的一个挑战。

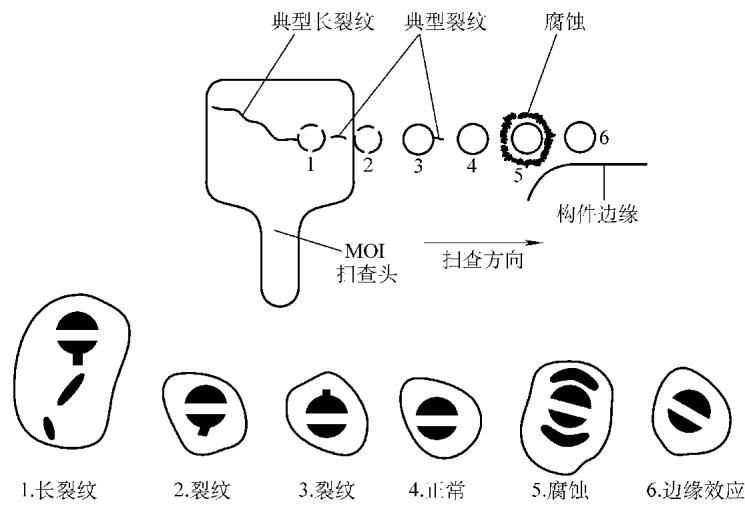 图6 不同缺陷的磁光涡流显示示例
图6 不同缺陷的磁光涡流显示示例
准确判读MOI图像,并对缺陷深度、尺寸进行可靠评估,需要深厚的理论知识和丰富的实践经验。特别是面对复杂的结构和微弱的信号时,对设备参数的优化和结果的解译至关重要。这正是专业检测实验室的核心价值所在。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,专业的权威第三方检测机构,专业检测无损检测与缺陷分析,可靠准确。欢迎沟通交流,电话19939716636












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
