
“我们采购了两批次不同供应商的EDM石墨电极,规格书上的密度、强度、电阻率都相差无几,为什么在加工同一套精密模具时,一批表现稳定,另一批却损耗奇快、加工面粗糙,甚至频繁出现崩角?”
这个问题直指电火花加工(EDM)领域一个普遍却又深刻的痛点:产品规格书(TDS)上的宏观参数,往往无法完整描绘出石墨电极在极端放电环境下的真实性能。当您的项目因电极问题陷入瓶颈,成本飙升、良率下降时,真正的“魔鬼”其实隐藏在那些规格书从未提及的微观细节之中。
我们习惯于依赖一系列经典物理参数来评判石墨材料的优劣,例如体积密度、抗折强度、电阻率和颗粒度。理论上,这些参数与EDM性能(加工速度、电极损耗、表面光洁度)息息相关。然而,实际应用中的复杂性,远超这些单一维度的线性关系。
让我们看几组典型的关系图:
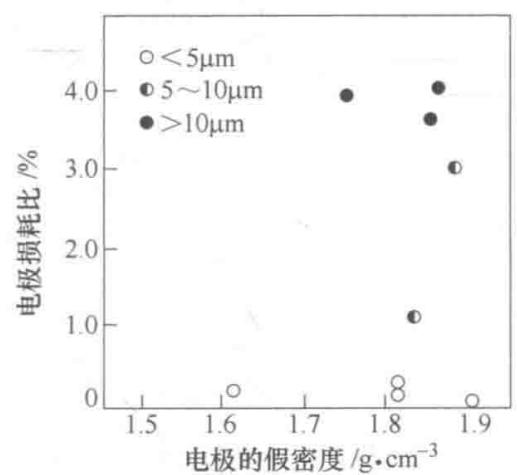
图1 电极假密度对损耗比的影响
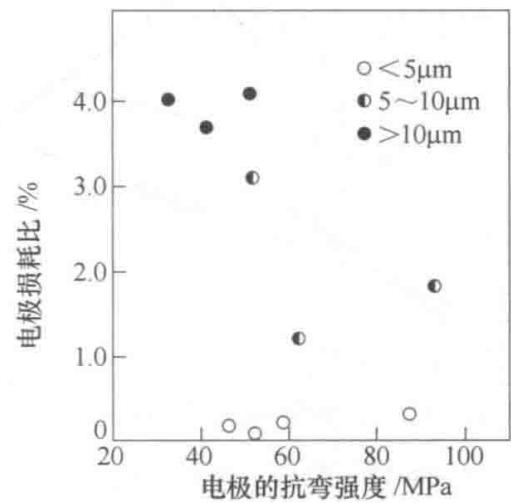
图2 电极抗弯强度对损耗比的影响
如图1和图2所示,电极的密度、强度与其损耗比之间,并不存在清晰的、可直接用于指导生产的强关联性。数据点的离散分布恰恰说明,存在着比宏观密度和强度更深层次的变量在主导着最终的加工效果。
这里的核心认知误区在于:将石墨电极视为一种均质材料。 事实上,它是由石墨颗粒(骨料)和沥青粘结剂碳化、石墨化后形成的多孔复合体。其性能不仅取决于骨料和粘结剂本身的性质,更取决于它们如何构成一个复杂的微观结构。规格书上的参数,仅仅是这个复杂结构在宏观尺度上的一个平均化“投影”,它掩盖了决定性能稳定性的关键细节。
在EDM加工中,电极损耗的本质是材料的剥落。这种剥落并非均匀的“蒸发”,而是两种截然不同却又可能同时发生的微观失效模式在作祟。
EDM过程中,放电通道的瞬时温度可达10000°C以上。这种极端的能量冲击,对石墨电极表层而言,是一场剧烈的微观热震。此时,决定电极是否“耐用”的,不再是宏观的抗折强度,而是其微观结构的均匀性与韧性。
颗粒与粘结相的界面: 如果石墨颗粒与碳化后的粘结相之间结合不良,或存在微裂纹,这些界面就会成为热应力集中的薄弱环节,导致颗粒成块脱落。
孔隙的形状与分布: 尖锐或连通的孔隙,在热冲击下会成为裂纹的源头,并迅速扩展,造成大面积的材料剥离。相反,细小、封闭、均匀分布的球形孔隙则能有效缓解应力。
颗粒尺寸与形貌: 细小、等轴的颗粒构成的结构,应力分布更均匀,抗热震性更强。而粗大、针状的颗粒,则更容易在自身内部或与基体的结合处产生破坏。
仅仅依靠规格书上的平均粒径(如D50)是远远不够的。 两批材料即便D50相同,其颗粒分布的宽窄、是否存在异常大颗粒、颗粒形貌如何,都会导致性能的巨大差异。这些,只有通过SEM(扫描电子显微镜)进行微观形貌分析才能洞察。
石墨独特的层状晶体结构,层面内是强共价键,层面间则是弱范德华力。这使得某些原子或分子有机会“楔入”石-墨层间,形成层间化合物,撑开层间距,导致晶体结构瓦解,即“嵌胀剥落”。
在EDM加工的高温等离子体环境中,这个过程被急剧加速了。
工件与工作液的“污染”: 被加工的钢材(含Fe, Si, Mn等)和工作液(可能含S等杂质)中的金属离子和非金属元素,会气化并高速轰击电极表面。
杂质的催化作用: 石墨电极自身所含的ppb级金属杂质(如Fe, Ca, Al),在高温下会成为形成碳化物或其它层间化合物的催化剂,从内部破坏材料结构。
这种失效模式的隐蔽性极高。规格书上标注的“灰分≤0.02%”可能意味着99.98%的纯度,但并未告诉你那0.02%的灰分究竟是什么。是相对惰性的钙,还是催化活性极强的铁?这微小的差异,正是导致某些“高纯”电极在精加工中性能不佳的致命根源。
要揪出这些“内鬼”,必须依赖GDMS(辉光放电质谱)或高分辨ICP-MS等能够进行ppb级全元素分析的超痕量检测技术。
绝大多数EDM石墨电极由模压或挤压成型。在压力作用下,扁平的石墨颗粒会倾向于沿垂直于压力的方向排列。这种微观取向,导致了石墨块材在不同方向上性能的巨大差异,即各向异性。
性能差异: 通常,在平行于压制面的方向(侧压力面),导电/导热性更好,机械强度更高,热膨胀系数更低。而在垂直于压制面的方向(压力面),则性能较差。
加工陷阱: 如果在制作电极时,未区分材料的取向,将性能较差的压力面作为主要放电面,将直接导致放电不稳定、损耗加剧和加工精度下降。各向异性越大,这种影响越显著。
规格书上通常只提供一个平均值,完全忽略了各向异性的存在。而对于精密加工,尤其是在制造薄壁、复杂形状电极时,材料的各向同性程度(Isotropy)是决定成败的关键。定量评估材料的各向异性比(CTE、电阻率、热导率在不同方向的比值),是确保来料一致性和优化加工工艺的必要前提。
一个真正有效的EDM石墨电极评价体系,必须超越孤立的宏观参数,深入到材料的微观结构和化学纯度,并将其与具体的应用场景相关联。
| 应用场景 | 关键性能诉求 | 核心关注的微观指标 | 推荐表征方案 |
|---|---|---|---|
| 粗加工 | 高材料去除率(MRR),可接受较高的电极损耗(TWR) | 合适的颗粒度(非越细越好),良好的导热性以快速排屑 | 激光粒度分析,热导率测试,SEM观察颗粒形貌 |
| 中精加工 | MRR与TWR的平衡,较好的表面光洁度 | 细颗粒,高密度,较低且均匀的孔隙率 | SEM,压汞法/气体吸附法(孔结构),密度测试 |
| 精密/镜面加工 | 极低的TWR,极高的表面光洁度(Ra),无崩角 | 超细/纳米级颗粒,极高密度,极低孔隙率,高各向同性,超高纯度 | SEM/TEM,XRD(晶粒尺寸/各向异性),Raman(石墨化度/缺陷),GDMS/ICP-MS(痕量元素) |
这份表格清晰地表明,不存在“最好”的电极,只有“最合适”的电极。而要做出正确的选择,前提是对材料进行系统而深入的剖-析。
一份真正有价值的检测报告,绝非冰冷数据的堆砌,而是基于应用场景的深度解读。它能将微观世界的‘蛛丝马迹’,翻译成指导你工艺优化、供应链筛选和性能突破的‘行动指南’。当常规检测手段已无法解释您的困惑时,或许是时候寻求更深层次的微观洞察了。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,提供专业的EDM石墨电极检测分析服务,为您的材料研发与质量控制保驾护航。欢迎垂询,电话19939716636












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
