
“我们采购的这批石墨电极,规格书上的数据和上一批一模一样,为什么用到电解槽里,消耗速度却快了30%,还时常出现裂纹?” 这是一位稀土冶炼厂工程师在电话里向我们提出的困惑。这并非个例,而是活跃金属与稀有金属冶炼行业普遍面临的挑战。
在镁、钠、稀土、铅、锡等金属的熔盐电解或高温冶炼过程中,炭/石墨制品——无论是作为导电阳极、发热体还是结构件(如坩埚、冷凝罩)——都扮演着不可或缺的角色。然而,它们的性能表现远非产品规格书上那几个孤立的参数(如电阻率、强度、灰分)所能完全定义。当生产出现波动、电极寿命缩短、金属产品纯度下降时,真正的根源往往隐藏在这些宏观参数背后的微观世界里。
在钠或镁的熔盐电解工艺中,石墨阳极是核心部件。以唐斯法(Downs Process)电解食盐制钠为例,阳极上持续析出腐蚀性极强的氯气。规格书上通常会标注灰分含量,例如“灰分 ≤ 0.1%”。这个数字看起来很美,但它是一个极具误导性的指标。
问题在于,它没有回答最关键的问题:这0.1%的灰分,究竟是什么?
催化氧化的“元凶”:如果灰分中含有微量的铁(Fe)、钒(V)、钙(Ca)等元素,即使在ppm(百万分之几)级别,它们也会在高温下成为石墨氧化的催化剂。在氯气和氧气的协同作用下,这些杂质点会成为优先腐蚀的“突破口”,导致电极表面出现凹坑,形成“海绵状”疏松结构,从而急剧加速整体消耗。钠电解工艺中明确提到的“铁含量必须控制”,正是因为铁与电解液反应会破坏电极结构,其根本机理便在于此。
污染金属产品的“内鬼”:在稀土金属冶炼中,对产品纯度要求极高。如果石墨电极或坩埚中的杂质元素在高温下迁移到熔体中,将直接导致最终产品性能不达标,造成巨大经济损失。
因此,一份简单的灰分测试报告是远远不够的。我们必须动用辉光放电质谱(GDMS)或高分辨电感耦合等离子体质谱(HR-ICP-MS)等高精尖设备,对石墨材料进行全元素、ppb(十亿分之几)级别的杂质分析。只有精确识别出那些“坏分子”并量化其含量,才能真正评估一种石墨材料在特定工况下的稳定性和安全性。
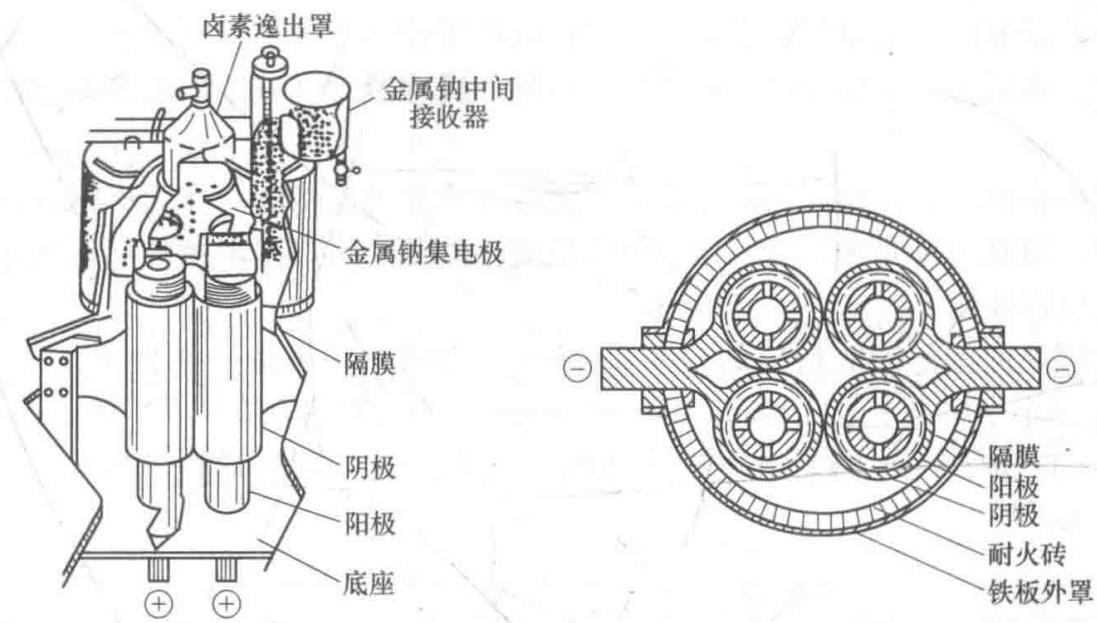
图1 钠电解用电解槽的基本结构
对于大尺寸的石墨化炭块和电极,规格书上常会列出气孔率,例如20%~32%。这个宏观指标同样隐藏着魔鬼般的细节。想象一下,同样是26%的气孔率,一种材料内部是大量细小、封闭的微孔,而另一种则是少量粗大、贯通的宏孔。它们在使用中的表现将有天壤之别。
腐蚀介质的渗透路径:在氯化物或氧化物熔盐电解环境中(如稀土冶炼),腐蚀性气体和熔融盐会沿着孔隙网络渗透到石墨内部。粗大且连通的孔隙,如同为腐蚀介质开辟了“高速公路”,使其能够长驱直入,从内部瓦解材料结构,导致机械强度(如抗压、抗弯强度)迅速下降,最终断裂。
热应力的集中点:在快速升降温或大电流冲击下,孔隙边缘是热应力最集中的地方。粗大、尖锐的孔隙更容易成为裂纹的萌生点。这就是为什么两批次抗压强度指标“相同”的电极,一个能稳定运行,另一个却频繁开裂的核心原因之一。
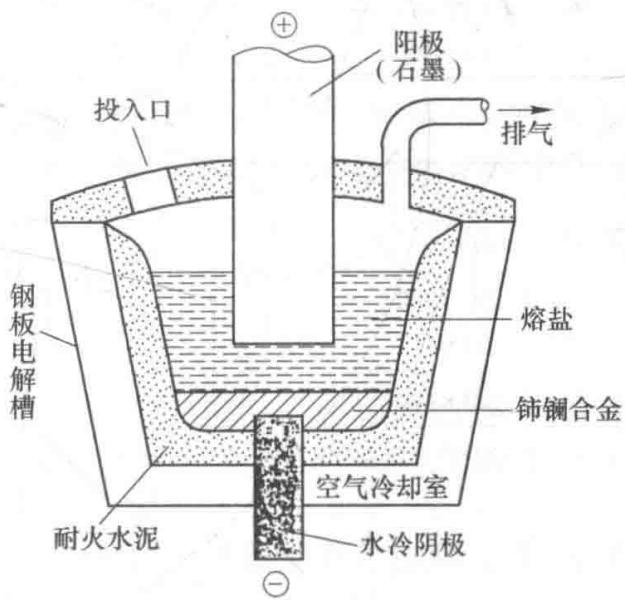
图2 稀土金属电解槽的模型
真正的评估,需要超越单一的气孔率数值。通过压汞法(MIP)等手段,我们可以获得完整的孔径分布曲线,精确了解0.01μm到数百μm范围内孔隙的分布情况。这才能揭示材料真实的“微观骨架”是否强健,预测其在严苛工况下的抗渗透和抗热震能力。
所以,一份真正有价值的检测报告,绝非冰冷数据的堆砌,而是基于应用场景的深度解读。它能将微观世界的‘蛛丝马迹’,翻译成指导你工艺优化、供应链筛选和性能突破的‘行动指南’。当常规检测手段已无法解释您的困惑时,或许是时候寻求更深层次的微观洞察了。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,提供专业的冶金石墨电极检测与失效分析服务,为您的材料研发与质量控制保驾护航。欢迎垂询,电话19939716636
原文提到,为了提高密度、强度和降低电阻率,部分石墨化块会进行沥青浸渍处理。这确实是改善性能的常用手段,但它也引入了新的变量和潜在风险。
浸渍工艺的目的是用沥青填充石墨坯体的孔隙,经过二次焙烧和石墨化,形成一个更致密的碳-石墨复合体。理想状态下,这能显著提升材料性能。然而,不均匀的浸渍或不匹配的工艺参数,会带来一系列问题:
“假致密”现象:如果浸渍沥青的粘度或压力控制不当,可能只封堵了表层的大孔,而内部深处的微孔并未有效填充。这会导致材料表里不一,其测得的体积密度和电阻率数据可能很好看,但在实际使用中,一旦表层被消耗,内部的疏松结构就会暴露,性能急剧劣化。
微裂纹的引入:浸渍沥青在后续热处理过程中的收缩,与原有石墨骨架的收缩不一致,会在界面处产生巨大的内应力,可能催生大量肉眼不可见的微裂纹。这些微裂纹正是材料在承载和热冲击下突然失效的罪魁祸首。
因此,对于经过浸渍处理的石墨材料,除了常规的物理性能测试(见下表示例),更需要借助扫描电子显微镜(SEM)结合能谱分析(EDS)来观察其微观形貌。我们需要检查沥青碳与基体石墨的结合界面是否紧密无间,是否存在明显的界面裂缝或孔洞。这才是判断浸渍工艺是否成功的金标准。
表1 镁电解用石墨材料的典型特性
| 体积密度/g·cm⁻³ | 固有电阻/μΩ·m | 弯曲强度/MPa | 灰分/% |
|---|---|---|---|
| 1.70 | 5.5 | 19.6 | 0.1 |
表2 炭电阻棒的典型理化性能
| 项目 | 指标 |
|---|---|
| 灰分/% | ≤1.5 |
| 抗压强度/MPa | ≥45 |
| 气孔率/% | ≤26 |
| 比电阻/μΩ·m | ≤49 |
表3 石墨化炭块的典型理化性能指标
| 规格/mm×mm | 比电阻/μΩ·m (优级) | 比电阻/μΩ·m (一级) | 抗压强度/MPa |
|---|---|---|---|
| 200×200 | ≤10 | ≤12 | ≥20 |
| 400×115 | ≤10 | ≤12 | ≥20 |
| 400×400 | ≤11 | ≤13 | ≥18 |
在现代工业生产中,将石墨制品仅仅视为一种“耗材”的时代已经过去。它们是决定整个冶金过程效率、成本和产品质量的关键功能部件。面对生产中的性能瓶颈,我们必须从被动的“按规格书收货”,转变为主动的“基于工况的深度诊断”。
下一次,当您的石墨电极或坩埚出现异常消耗或过早失效时,不要只盯着供应商的质保书。问题的答案,很可能就刻写在材料的微观结构、杂质指纹和孔隙网络之中。通过系统性的石墨电极失效分析,我们可以精准定位问题根源,无论是原料选择、成型工艺、石墨化温度还是浸渍处理的缺陷,都能找到对应的微观证据。这不仅能解决眼前的麻烦,更能为您建立科学的供应商评估体系和工艺优化路线图,从而构筑真正的技术壁垒。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,提供专业的冶金石墨电极检测与失效分析服务,将微观世界的洞察转化为您生产力提升的强大动能。欢迎垂询,电话19939716636












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
