
“为什么我们严格按照配方生产的两批石墨坩埚,一批能用一个月,另一批一周就出现裂纹?问题到底出在哪?”
我们往往只关注了“配方”,却忽略了决定最终成败的无数个“过程魔鬼”。
一本教科书或一份工艺文件,可以告诉你制造石墨坩埚需要哪些原料、大致的配比和烧结温度。但它无法告诉你,为何A供应商的鳞片石墨和B供应商的,即便规格书上写的都是“-100目,固定碳95%”,其在坩埚基体中的表现却有天壤之别。它也无法解释,为什么同样的压塑成型压力,今天和昨天生产出的坩埚,其内部的应力分布和微观结构可能完全不同。
这篇文章,将带你跳出传统的工艺流程描述,从一个首席材料科学家的视角,深入剖析黏土石墨坩埚生产中那些隐藏在数据背后的“黑匣子”,并阐明如何通过精准的材料表征与失效分析,将不稳定的“经验制造”升级为可控的“科学智造”。
配方表(如表1、表2)仅仅是起点。原料的真实性能,隐藏在其微观“指-纹”之中,这些指纹决定了坩埚的先天基因。
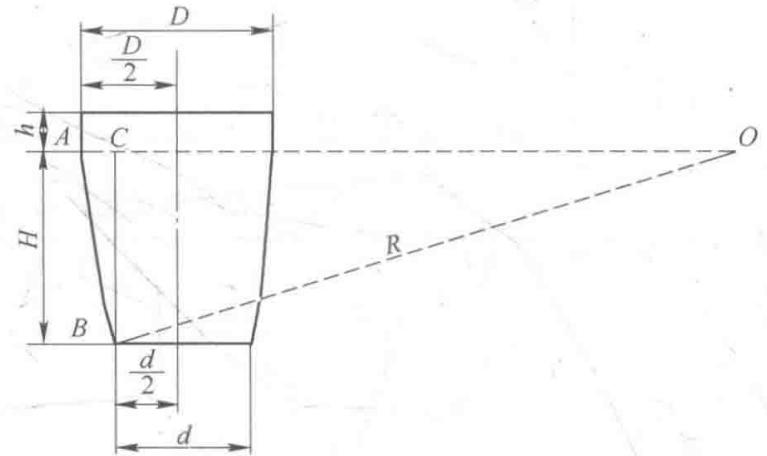
图1 坩埚外形曲率半径 R 值计算图示
原文提到了对黏土、硅石、叶蜡石等原料的粒度要求(见表3),例如黏土要求120-150目。这在生产中是基本常识,但真正的“坑”在于粒度分布的形态。两份D50同为100μm的粉料,一份可能是正态分布,另一份则可能是双峰分布。后者在混合时极易导致局部富集或贫瘠,形成天然的缺陷源,在使用过程中成为应力集中点,最终导致开裂。
如何破局? 仅靠筛分法是不够的。激光粒度分析能提供完整的粒度分布曲线,让我们看清“平均粒径”这个数字背后的真相,从而对原料进行更精细的筛选和配比优化。
表1 不同类型坩埚配料比举例
| 原料 坩埚类型 | 鳞片石墨 /% | 耐火黏土 /% | 骨骼熟料 /% | 废坩埚 /% | 备 注 |
|---|---|---|---|---|---|
| 熔炼高碳钢 | 50~55 | 38~40 | 5~15 | — | 普通坩埚 |
| 熔炼电解铜 | 45~50 | 35~38 | 12~18 | — | 普通坩埚 |
| 熔炼铜合金 | 40~45 | 38~40 | 15~20 | — | 普通坩埚 |
| 熔炼金属锌 | 15~35 | 40~42 | 15~35 | 10~15 | 异型坩埚 |
表2 国外石墨坩埚配料举例
| 配 料 国 别 | 石墨 /% | 碳化硅 /% | 硼硅酸盐 玻璃/% | 硅镁 /% | 水晶石 /% | 熟料 /% | 黏土 /% | 黏结剂 /% |
|---|---|---|---|---|---|---|---|---|
| 日本 | 33.30 | 28.60 | 8.30 | 26.20 | 3.60 | — | — | 26 |
| 日本 | 29.00 | 18.70 | 10.00 | 23.30 | 3.00 | — | — | 26 |
| 朝鲜 | 40.00 | 12.00 | 7.00 | 18.00 | 3.00 | — | — | 20 |
| 保加利亚 | 45.00 | — | — | 10.00 | — | 10 | 35 | — |
| 注:黏结剂为沥青与焦油混合物,配合比例为4:1,有机黏结剂在烧结过程中析碳 16% |
对于坩埚而言,石墨不仅提供耐火度和导热性,其结晶完整度直接影响抗氧化性和热震稳定性。天然鳞片石墨的结晶度远高于人造石墨,但不同产地的鳞片石墨,其晶格完整性、微缺陷密度也千差万别。
如何量化?
X射线衍射(XRD):通过计算石墨的d<sub>002</sub>层间距和晶粒尺寸(Lc),可以定量评价其石墨化程度。d<sub>002</sub>越接近理论值(0.3354nm),结晶越完美,导热和抗氧化性越好。
拉曼光谱(Raman):通过计算D峰与G峰的强度比(I<sub>D</sub>/I<sub>G</sub>),可以快速评估石墨晶格的缺陷程度。I<sub>D</sub>/I<sub>G</sub>比值越低,说明结构越有序,在高温下越稳定。
尤其是在半导体和特种冶金领域,坩埚对熔体的污染是致命的。原料中ppm甚至ppb级别的碱金属(Na, K)或过渡金属(Fe, Cu)杂质,在高温下会作为催化剂,极大加速石墨的氧化,或直接污染高纯度熔体。
如何追踪? 常规的化学成分分析远远不够。必须动用**电感耦合等离子体质谱(ICP-MS)**等高灵敏度设备,对原料进行全元素扫描,才能揪出这些“微量杀手”,确保最终产品的纯净与长寿。
表3 原料粒度要求参考
| 项目 原料名称 | 颗粒范围/目 | 粒度分布技术要求 |
|---|---|---|
| 煅烧硅石 | 粗颗粒14~42 | ≥14目不多于50%, ≤42目不大于10% |
| 煅烧叶蜡石 | 中细颗粒32~80 | ≥32目不多于5%, ≤80目不大于20% |
| 碳化硅 | 中细颗粒32~100 | ≥32目不多于5%, ≤80目不大于20% |
| 洋矸土 | 粉状细颗粒120~150 | ≥120目不多于5%, ≤150目 |
| 白杨岭土 | 粉状细颗粒120~150 | ≥120目不多于5%, ≤150目 |
手塑、旋塑和压塑,这三种成型方式(如图2、图3、图4所示)看似只是效率和成本的区别,实则在微观层面给坩埚打上了截然不同的结构“烙印”。
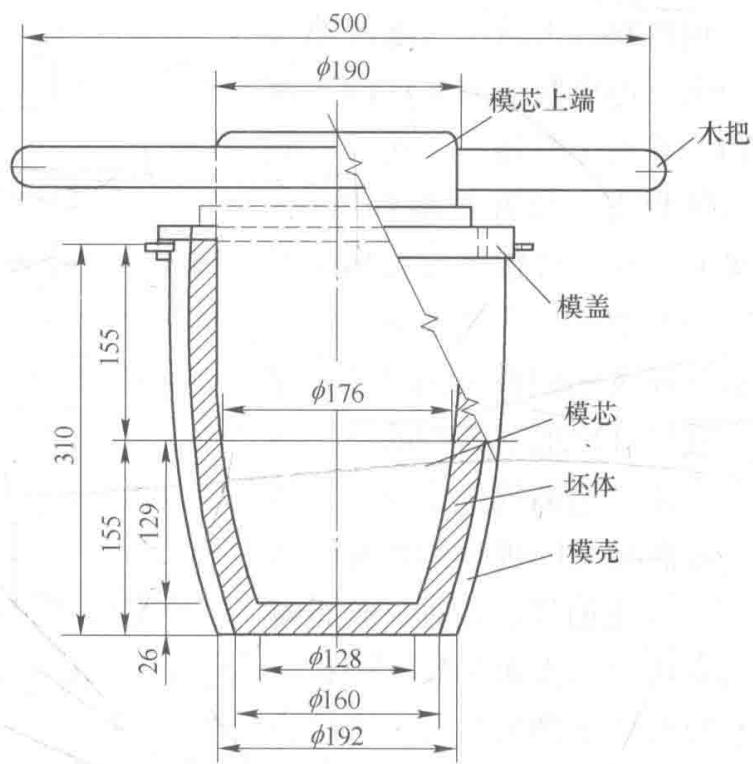
图2 手塑成型模具
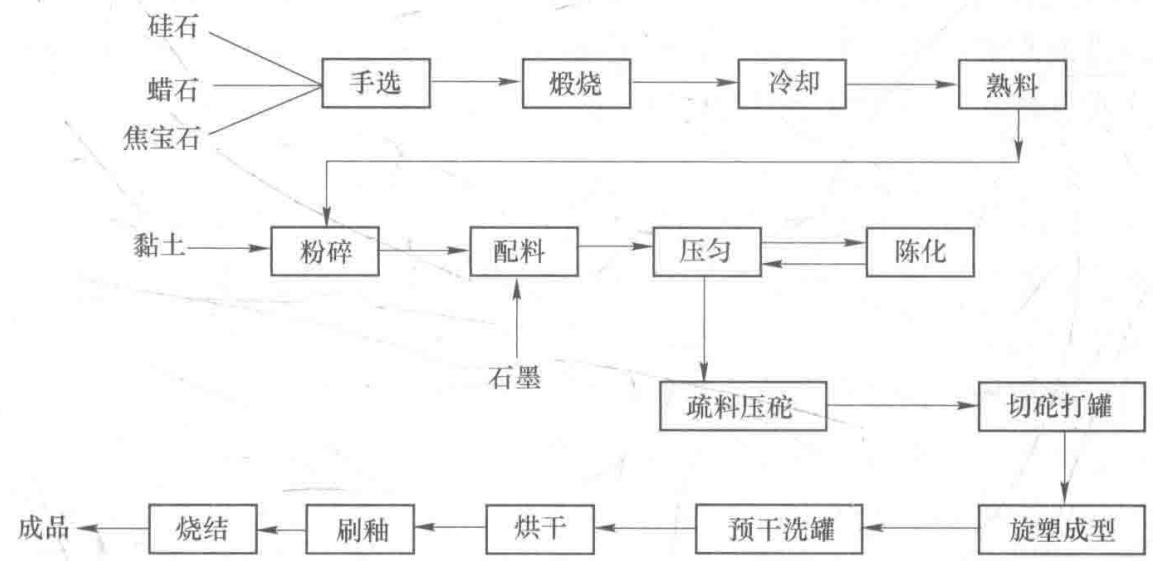
图3 旋塑成型工艺流程示意图
旋塑成型:在剪切力的作用下,鳞片状的石墨颗粒会倾向于沿着坩埚壁切线方向排列。这种取向性导致坩埚在径向和轴向的热导率和热膨胀系数出现显著差异(各向异性)。这种内禀的“不均匀”是热应力裂纹的重要诱因。
压塑成型:原文提到压塑成型的石墨鳞片呈“不规则杂乱排列”。这在宏观上是优点,意味着性能更趋向于各向同性。但其风险在于,如果压力传递不均(例如,由于模具设计或填料不均),会导致坩埚内部出现密度梯度。密度低的区域会成为抗氧化和抗渗透的薄弱环节。
如何诊断?**扫描电子显微镜(SEM)结合电子背散射衍射(EBSD)**是揭示这种微观结构差异的利器。通过SEM可以直观地观察石墨片的排列方式、孔隙的形态与分布。而EBSD则能绘制出晶粒取向分布图,将“取向性”这一抽象概念定量化。一份包含坩埚不同部位(如底部、侧壁、口沿)微观结构分析的报告,能精准定位失效的起源。
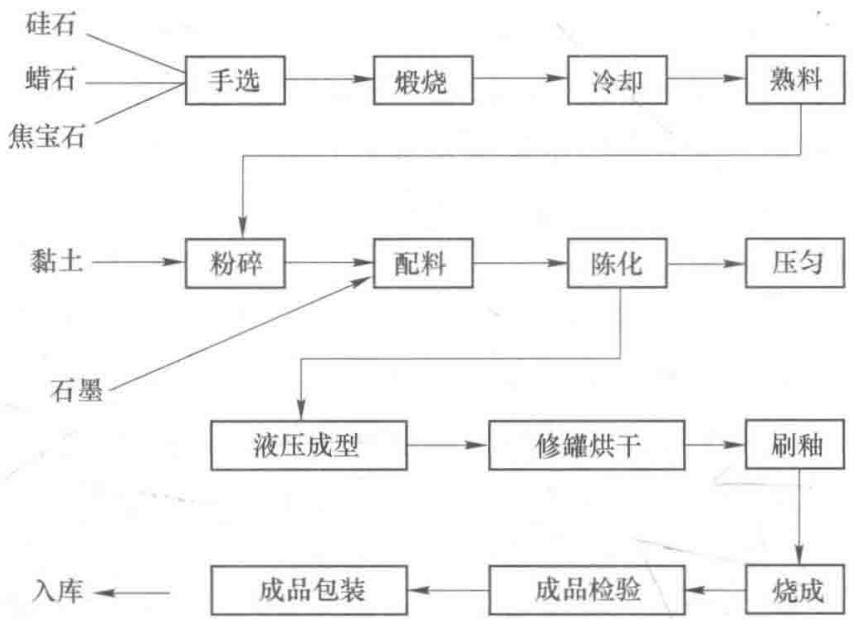
图4 压塑成型生产工艺流程示意图
烧结过程(见图5烧成曲线)绝非简单的“加热-保温-冷却”,而是一系列复杂的物理化学反应。
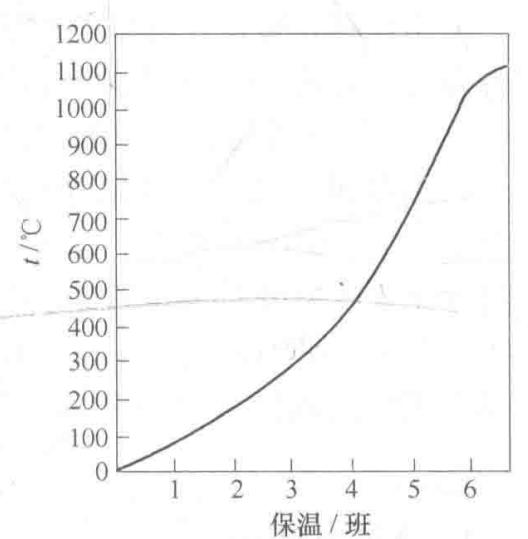
图5 坩埚烧成温度曲线
原文描述了四个烧成阶段,特别是1000 ~ 1200°C高温阶段形成莫来石(3Al<sub>2</sub>O<sub>3</sub>·2SiO<sub>2</sub>)是关键。这个过程决定了坩埚的最终强度和高温稳定性。但每个厂家的黏土、骨料配比都不同,照搬一条通用的升温曲线是极其危险的。升温过快,坯体内部的水分和化学结合水无法及时排出,会造成炸裂;保温温度不足或时间不够,莫来石相的生成不完全,坩埚高温下会发软、蠕变。
如何优化? **热重分析(TGA)与差示扫描量热法(DSC)**联用,可以精确捕捉到坩埚坯料在升温过程中的失水、分解、相变等所有关键温度点和热效应。基于这份“热分析图谱”,可以为特定配方的坩埚“量身定制”最优的烧结曲线,在保证质量的前提下,甚至可以缩短烧结周期,降低能耗。
釉层是石墨坩埚抵抗氧化的第一道,也是最重要的一道防线。原文提到釉层可能出现裂纹、气泡、麻眼等缺陷,并笼统地归因于“冷却过急”或“配比不当”。但根源可能更深。
热膨胀失配:釉料与坩埚基体的热膨胀系数(CTE)是否匹配?如果两者CTE相差过大,即使冷却过程再缓慢,在降温过程中釉层也必然会因收缩不一而产生巨大的内应力,导致开裂。
界面反应:在高温下,釉料与基体之间是否形成了良好的浸润和化学键合?一个牢固的过渡层是釉层附着力的保证。
气密性:看似致密的釉层,在高温下是否能有效阻挡氧气渗透?
如何诊断?
热膨胀仪(DIL):分别测量坩埚基体和釉料的热膨胀曲线,通过对比CTE来指导釉料配方的优化。
SEM/EDX:通过观察坩埚横截面的SEM图像,可以清晰地看到釉层与基体的界面状况,是否存在缝隙或不良反应层。EDX能谱分析则可以揭示元素在界面区域的渗透与分布,判断结合机理。
所以,一份真正有价值的检测报告,绝非冰冷数据的堆砌,而是基于应用场景的深度解读。它能将微观世界的‘蛛丝马迹’,翻译成指导你工艺优化、供应链筛选和性能突破的‘行动指南’。当常规检测手段已无法解释您的困惑时,或许是时候寻求更深层次的微观洞察了。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,提供专业的石墨坩埚失效分析服务,为您的材料研发与质量控制保驾护航。欢迎垂询,电话19939716636












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
