
回转窑在长期高温高负荷运转后,筒体不可避免地会出现局部热变形,这为窑衬耐火砖的砌筑质量埋下了显著隐患。要妥善处理这些变形区域以及横跨焊缝的部位,必须坚守一项基本准则:确保耐火砖的水平灰缝与窑体轴线平行,而环向灰缝则应与窑体轴线垂直并保持在同一平面上。
对于筒体变形或焊缝凸起这类不平整问题,一个关键的工程界限值是8mm。当凹凸变形量或焊缝凸起高度不超过8mm时,现场通常允许采用较为直接的处理方式:直接在耐火砖下部铺垫耐火泥,以找平基面。这种方法旨在使耐火砖既能与窑体紧密贴合,又能与两侧的砖形成稳固的锁紧结构。铺垫的耐火泥厚度同样应严格控制在8mm以内,一旦超出此限值,耐火砖的定位稳定性乃至整个砖圈拱的结构强度都将受到严重影响。
在处理筒体变形与跨焊缝砌筑时,筒体凹凸变形值与焊缝凸起值均不得超过8mm。若现场测量的变形量超出此标准,则不能直接进行砌筑施工。施工方必须首先与业主方共同协商,采取有效的预处理措施,例如对凸起部位进行打磨,或对凹陷区域进行堆焊修复。在双方共同确认处理后的表面已满足施工要求,不会引发潜在的砌筑质量事故后,方可启动砌筑工作。
对复杂工况下的砌筑质量进行评估,需要精确的数据支持。如果在实际工作中也面临类似的耐火材料砌筑质量评估挑战,我们非常乐意与您一同探讨解决方案。
砌筑工作开始前,施工方的现场技术人员需会同业主方代表,对变形区域进行精确测量并拍照存档。所有数据和影像资料需经双方签字确认,作为施工依据和质量追溯凭证。
处理变形区域的主要技术手段是在筒体表面铺垫调配好的稠厚耐火泥浆,以此为基础进行砌筑,确保砖面保持水平,满足前述的砌筑基本原则。这里有一个关键点:严禁使用具有腐蚀性的磷酸盐火泥进行铺垫,以免对窑体钢板造成长期损害。
变形区的砌筑必须采用“湿砌法”。砖与砖之间的大面灰缝应控制在1~1.5mm,确保接触面完全紧密贴合。耐火砖的大头(宽端)必须牢固地顶紧筒体。砌筑形成的水平缝应能通过几何延伸汇聚至窑体中心点,而环向缝则应与相邻的正常砖圈保持平行。考虑到这是在不规则表面上作业,对所用火砖的表面平整度可不做特殊要求。
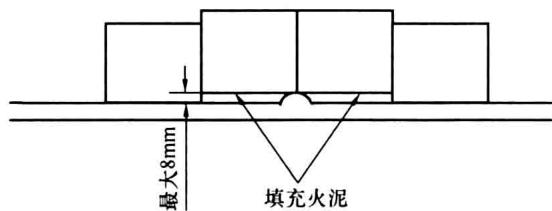
图1 跨焊缝及变形部位施工示意图
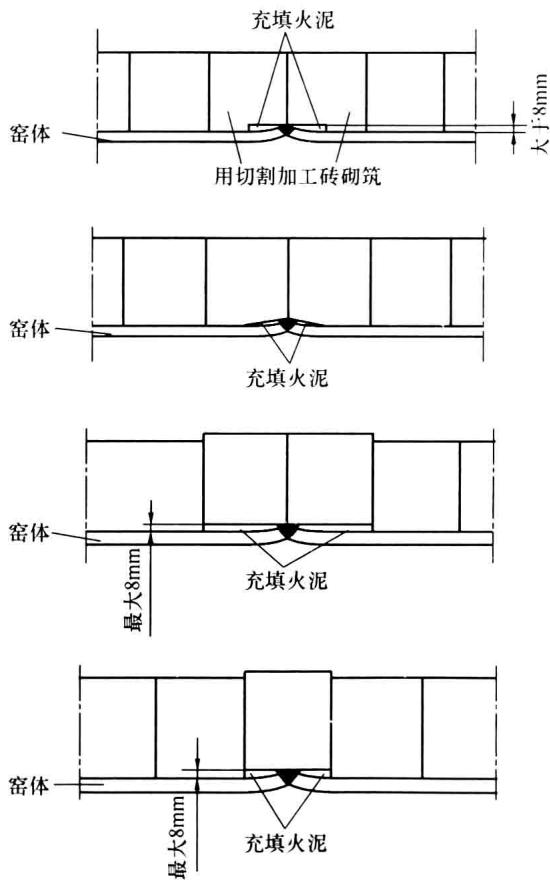
图2 跨焊缝部位砌筑实例
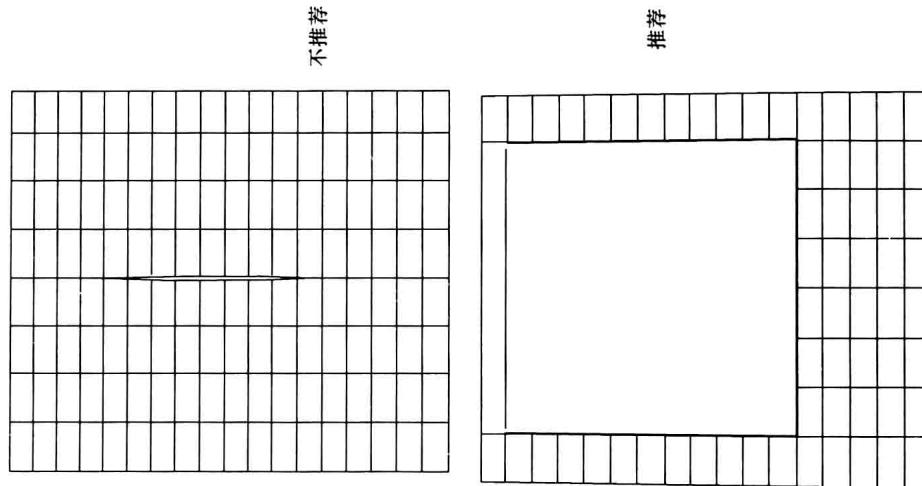 图3 变形区域的耐火泥找平处理
图3 变形区域的耐火泥找平处理
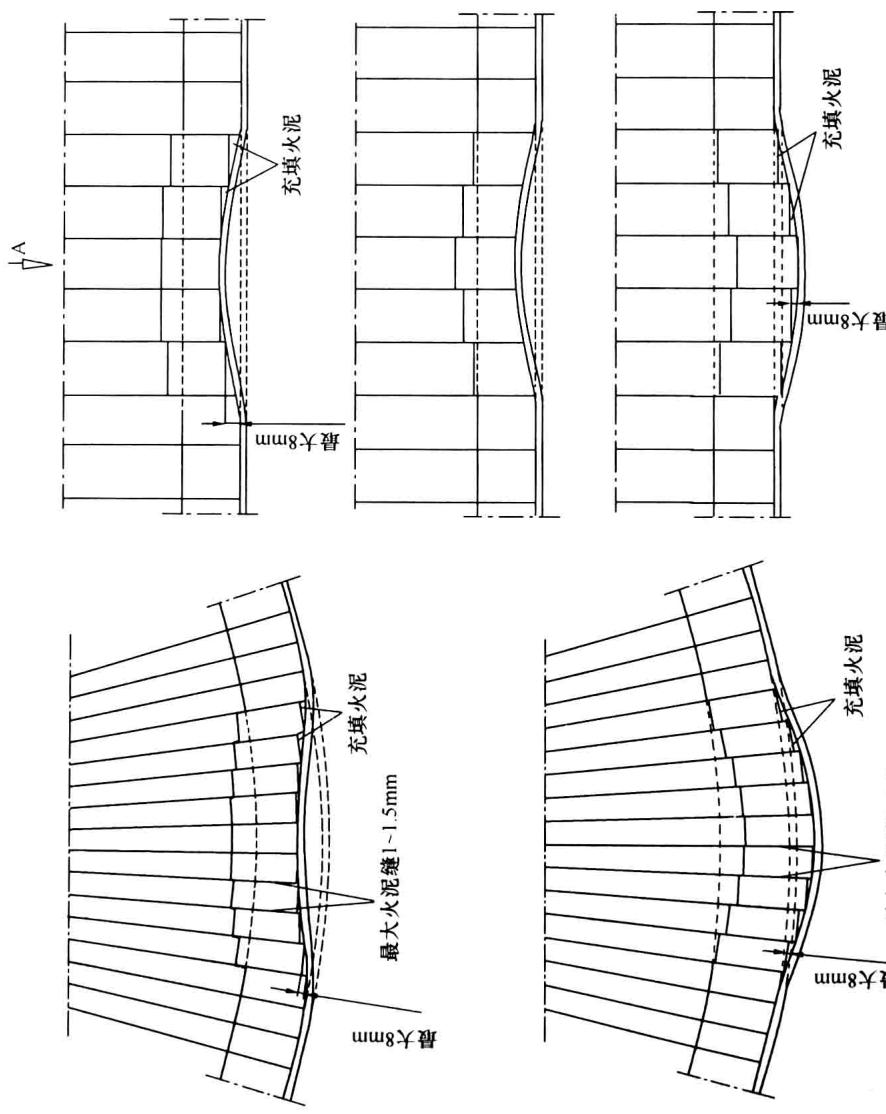 图4 砌筑完成后的砖缝对齐效果
图4 砌筑完成后的砖缝对齐效果
整个施工过程中,现场技术人员和监理工程师必须加强对变形部位砌筑工作的跟踪与指导,确保每一项技术要求都得到严格执行。这直接关系到窑衬的整体质量和使用寿命。对施工过程的精确控制和对材料性能的准确把握,是确保最终砌筑质量符合标准的关键。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,专业的权威第三方检测机构,专业检测耐火材料砌筑质量评估,可靠准确。欢迎沟通交流,电话19939716636












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
