
在高性能工程构件的制造与服役寿命管理中,表面状态扮演着至关重要的角色。滚压加工与喷丸强化等表面改性工艺,其核心目标是在材料表层引入有利的残余压应力,从而显著提升构件的抗疲劳性能。然而,这些工艺效果如何保证?构件在长期服役后,其表层应力状态是否发生了变化?这些问题都指向了一个关键领域:表面形变改性的无损检测。
滚压与喷丸强化,本质上都是通过在工件表面施加剧烈的弹塑性变形,来重塑表层的组织结构。这一过程不仅能细化晶粒、降低表面粗糙度,更关键的是,它能在金属表层引入一个深厚的残余压应力场。这个压应力场是抵抗疲劳裂纹的坚固壁垒。它能有效抑制裂纹在应力集中的表面萌生,迫使其转移至应力水平较低的次表层,从而延长裂纹的萌生期。即便裂纹形成,表层的压应力场也能显著减缓其扩展速率,最终大幅提升材料的疲劳寿命。
因此,对工艺过程中的残余压应力进行量化检测,是确保强化效果的关键。对于在高温等苛刻环境下服役的关键构件,由于可能发生应力释放,对其残余应力进行在役无损监测更是保障安全运行的必要手段。
传统上,评估喷丸强化残余应力的“金标准”是X射线衍射(XRD)法。但其局限性也相当明显:XRD的探测深度极浅(约0.025mm),远小于喷丸强化层通常的应力影响深度。这促使研究人员不断探索能够更深入、更全面表征强化层的新型无损检测技术。
超声瑞利波是一种沿材料表面传播的声波,其穿透深度约等于一个波长(λ)。这意味着,通过改变超声波的频率,我们就能探测不同深度的材料性能与应力状态。理论上,测量瑞利波速度随频率的变化关系,即可反演出应力沿深度的分布曲线。
然而,实践远比理论复杂。喷丸处理对瑞利波速度的影响是多方面的:
为了精准测量残余应力,必须将这几个因素从总的测量结果中剥离出来。
以一种耐高温镍基合金(Waspaloy)的测试为例,研究人员首先用低应力磨削工艺制备无应力对比试样,再将另外三块试样进行不同Almen强度的喷丸处理。利用X射线衍射法测得的近表面应力分布如图1所示,可见喷丸强度主要影响压应力的深度,而非峰值。
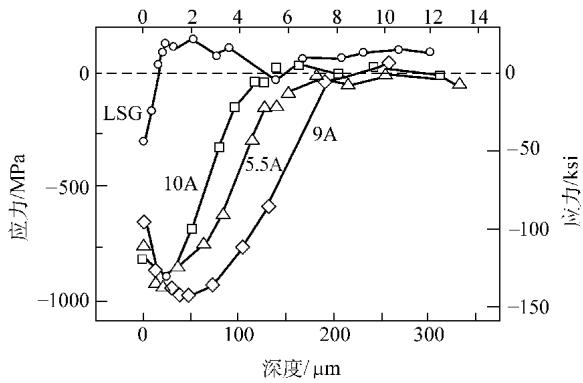 图1 Waspaloy试样经不同强度喷丸后,采用X射线衍射法测量的近表面应力分布
图1 Waspaloy试样经不同强度喷丸后,采用X射线衍射法测量的近表面应力分布
随后,采用高精度、高空间分辨力的V(z)法测量了瑞利波速度。如图2(a)所示,在给定频率下,喷丸强度越大,波速越低;频率越高(探测深度越浅),波速变化也越剧烈。
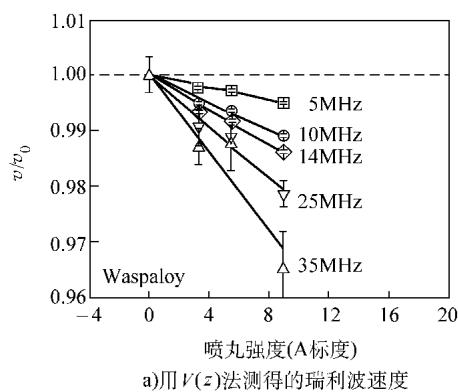 图2(a) 瑞利波速度随频率和喷丸强度的变化关系
图2(a) 瑞利波速度随频率和喷丸强度的变化关系
为了解耦各因素的影响,研究人员分别进行了外加应力、表面粗糙度和织构影响的实验。结果显示(如图2(b)、图3和图4所示),单纯的外加应力、粗糙度或织构,似乎都无法完全解释在喷丸试样上观察到的显著波速变化。一个关键的推论是,由喷丸引入的巨量位错密度,可能才是影响瑞利波速度的主导因素之一,但这仍需更深入的研究来证实。
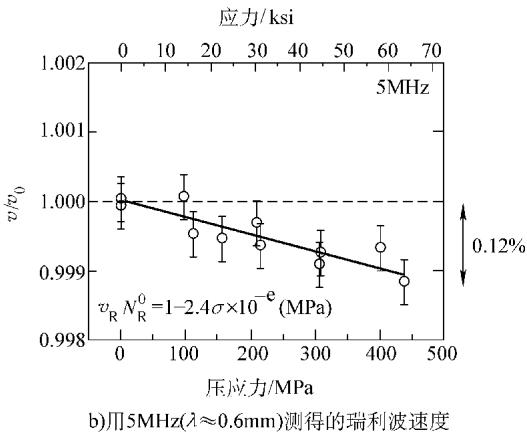 图2(b) 外加压应力对瑞利波速度的影响(5MHz)
图2(b) 外加压应力对瑞利波速度的影响(5MHz)
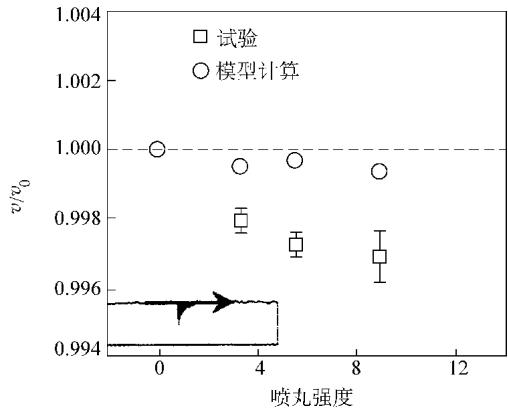 图3 表面粗糙度对瑞利波速度变化的影响(Waspaloy试样,5MHz)
图3 表面粗糙度对瑞利波速度变化的影响(Waspaloy试样,5MHz)
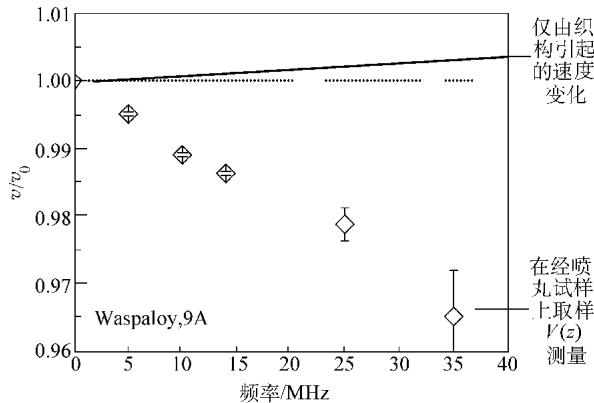 图4 瑞利波传播的频散与织构变化影响的试验比较
图4 瑞利波传播的频散与织构变化影响的试验比较
近期,临界折射纵波(LCR)技术也被用于残余应力测量。LCR波对织构不那么敏感,但同样面临着分离表面粗糙度和残余应力影响的难题。
涡流检测的物理基础是材料的电导率。喷丸同样会从多个维度改变表层的电学特性:
在一项针对7075-T7351铝合金的实验中,研究人员在不同频率(对应不同探测深度)下测量了不同喷丸强度试样的电导率。首先,对低应力磨削试样施加外应力的实验表明,单纯的压应力对电导率影响甚微(图5)。
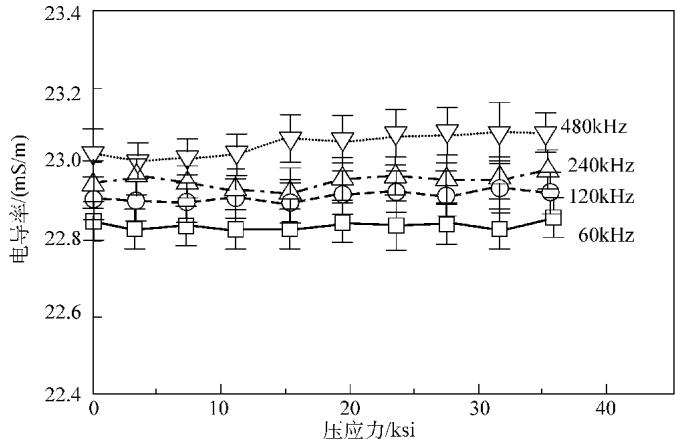 图5 在低应力磨削试样上,电导率与外加压应力的关系
图5 在低应力磨削试样上,电导率与外加压应力的关系
然而,喷丸后的试样呈现出清晰的规律(图6a):喷丸强度越高,电导率下降越明显;检测频率越高(探测深度越浅),电导率也越低。这与“更强的喷丸引入更高的位错密度”以及“冷变形主要集中于近表面”的假设完全吻合。
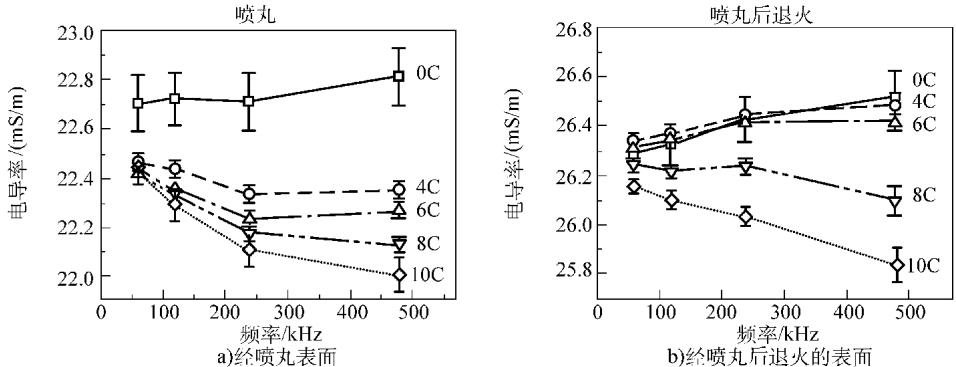 图6 Al7075-T7351试样电导率与频率(透入深度)的关系。(a)喷丸后 (b)喷丸后退火
图6 Al7075-T7351试样电导率与频率(透入深度)的关系。(a)喷丸后 (b)喷丸后退火
更有说服力的证据来自退火实验(图6b)。退火消除了位错,使得低强度喷丸试样的电导率恢复到未喷丸水平。这雄辩地证明,在本次实验中,由喷丸导致的位错密度增加是支配电导率变化的主因。对于高强度喷丸试样,退火后电导率未能完全恢复,这部分差异则可归因于表面粗糙度的影响。
由此可见,无论是超声法还是涡流法,要实现对残余应力的精确定量,核心挑战都在于如何建立一个能够准确解耦多种物理效应的分析模型。这需要大量的实验数据积累和深刻的机理理解,而这正是专业检测实验室的核心价值所在。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,专业的权威第三方检测机构,专业检测残余应力与表面改性,可靠准确。欢迎沟通交流,电话19939716636
对于铁磁性材料,巴克豪森磁声发射(MBN)法是一种非常灵敏的表征手段。其原理是,材料在交变磁场下磁化时,内部磁畴壁的运动会因微观结构(如晶界、位错)和应力状态的阻碍而产生不连续的、跳跃式的移动,从而发出可被探测的噪声信号。
在一项对HP9-4-30高强钢的测试中,试样经热处理、磨光后进行不同强度的喷丸。使用商用仪器检测的结果(图7)显示,巴克豪森活度(信号强度)随着检测深度的增加和Almen强度的增大而下降。这与理论预测完全一致:压应力会阻碍磁畴壁运动,因此压应力越大,巴克豪森信号越弱。
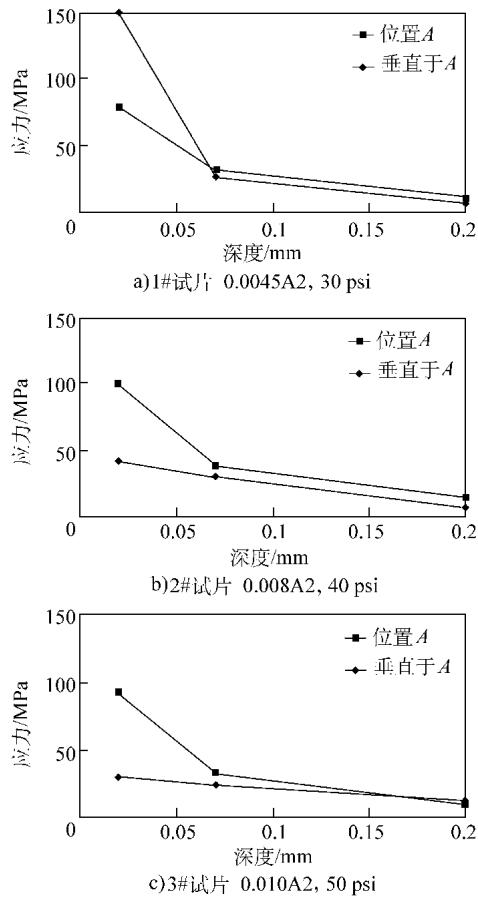 图7 不同喷丸强度下,巴克豪森信号强度与检测深度的关系
图7 不同喷丸强度下,巴克豪森信号强度与检测深度的关系
当被检测样品存在温度梯度时,材料内部的非均匀性(如夹杂物、不同织构区域)会导致局部温差,进而产生热电势和微弱的热电流。通过高灵敏度磁强计扫描,可以探测到这些热电流形成的磁场。
研究证实,这种方法可用于喷丸残余应力的非接触表征。其优点是对表面粗糙度完全不敏感。然而,它除了对主要目标——残余应力敏感外,对喷丸引起的其他效应(如局部织构、位错密度、硬化)同样敏感。在对C11000铜试样的研究中(图8),残余应力的效应似乎更占主导,但要实现可靠分离,仍有待进一步工作。
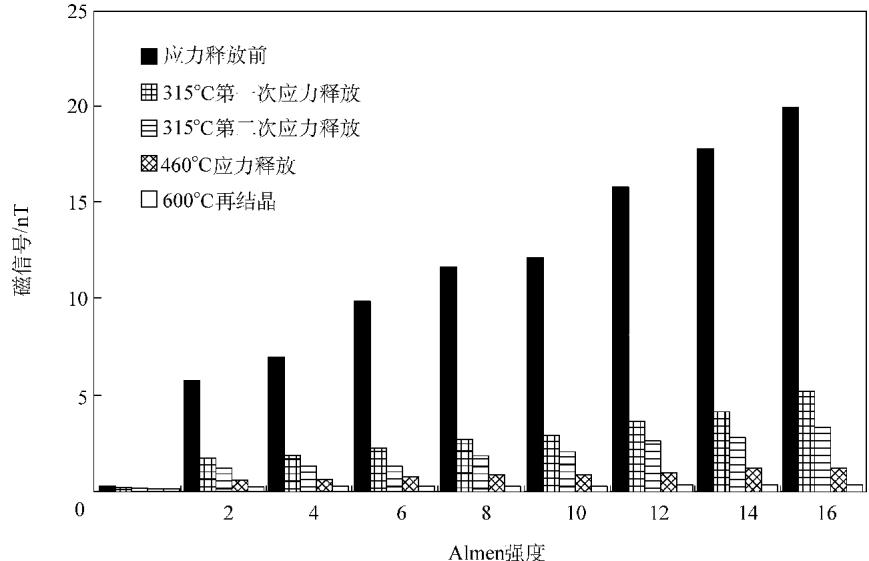 图8 C11000铜试样在不同应力释放状态下,磁信号幅度与喷丸强度的关系
图8 C11000铜试样在不同应力释放状态下,磁信号幅度与喷丸强度的关系
加工硬化(应变硬化)会破坏晶格结构的周期性,阻碍电子的自由运动,从而导致材料电阻率的增大。基于位错理论、点阵畸变理论等,电阻率的变化可以与材料的硬化程度建立联系。在304、316及Cr-Mo合金钢上的实验数据均表明,应变硬化能引起电阻率的显著变化,如图9所示为不锈钢的典型情况。
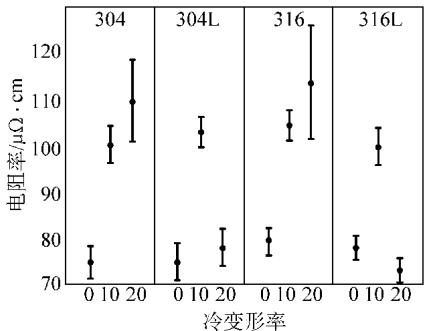 图9 不锈钢材料因应变硬化产生的典型电阻率变化
图9 不锈钢材料因应变硬化产生的典型电阻率变化
磨削是一种精加工工艺,但其过程伴随着巨大的能量输入,极易在工件表面产生局部过热,即“磨削烧伤”。不当的磨削工艺(如冷却不足)会导致一系列有害的冶金变化,引入不希望的表面应力,甚至导致表面开裂,严重损害零件的耐磨性和疲劳寿命。
磨削烧伤的损伤程度不同,其微观组织也不同:
对于这种由应力和微观组织剧烈变化导致的损伤,巴克豪森噪声法再次显示出其独特的优势。其检测原理在于:
图10直观地展示了磁化信号与巴克豪森噪声信号之间的关系,后者包含了丰富的关于材料表层应力与组织状态的信息,是诊断磨削烧伤的有力工具。
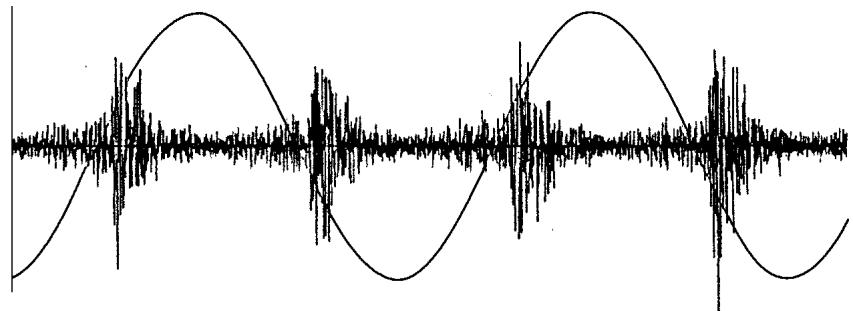 图10 磁化信号与巴克豪森噪声信号的时间关系示意图
图10 磁化信号与巴克豪森噪声信号的时间关系示意图












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
