
在航空航天等对材料可靠性要求极为严苛的领域,如何有效检出那些隐匿的微观缺陷,如紧密裂纹、铸造孔隙、热裂、冷隔乃至氧化皮,始终是无损检测(NDT)领域的一大挑战。早在三十多年前,一种名为氪气体渗透成像的技术便已成功应用于航空发动机零件的缺陷检测。这项技术最初由美国空军在20世纪60年代后期率先用于探测轴承部件中的孔隙,其早期的成像方式还比较原始,依赖于手工覆盖的照相胶片。随着技术的发展,工艺得到了显著优化,尤其是引入可喷涂的乳胶来替代照相胶片,使得氪气体渗透成像的操作流程与我们熟悉的液体渗透检测颇为相似,成为一种成本效益较高的生产线检测方法。
氪气体渗透成像是一种适用于批量化生产的表面缺陷检测技术。其核心在于使用一种特殊的示踪气体,通常由约95%的惰性气体与5%的放射性同位素氪-85(Kr-85)混合而成。整个检测流程设计精巧,旨在利用气体原子优异的渗透能力来“标记”出液体渗透剂难以进入的微小缺陷。
其工艺步骤可概括如下(如图1所示):
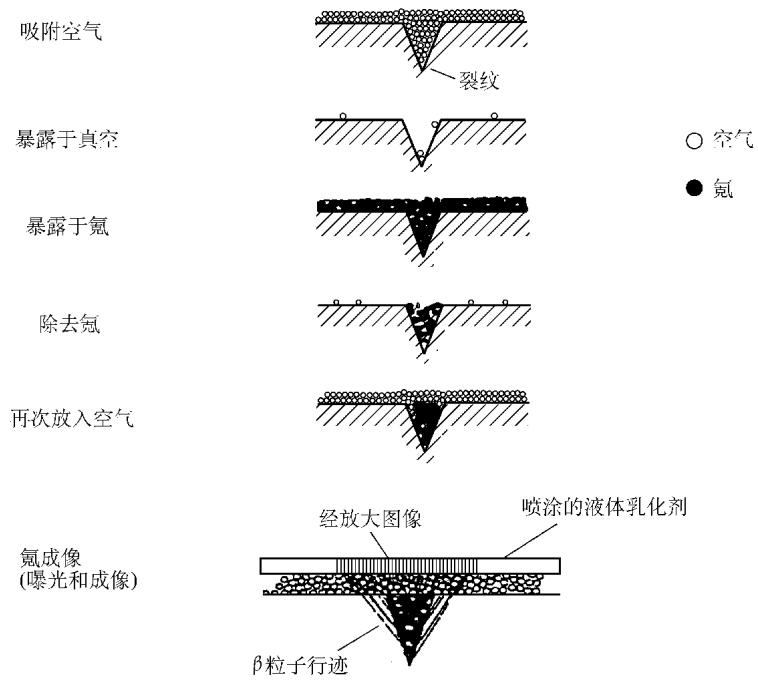
图1 氪气体渗透技术的工艺步骤
整个工艺流程的参数,例如曝光时间,可以根据不同缺陷类型(如铸造孔隙、低周疲劳裂纹等)和检测灵敏度要求进行调整。无论是采用传统的乳化剂,还是胶片或现代的电子传感器,都需要通过前期试验来确定最佳的成像条件,以获得理想的信噪比。
完成检测后,零件的清理过程也相当简便。只需在水中搅动,水溶性的明胶乳化剂便会溶解,残留的银颗粒也能轻松去除。最后,对零件进行残余辐射检测,通常其辐射水平会低于环境本底。如有必要,通过短暂的高温处理即可将残余的微量氪气完全驱除。
在渗透检测领域,液体渗透剂和气体渗透剂是两种截然不同的技术路径。那么,当面对被氧化物填充的紧密裂纹时,传统的液体渗透法为何会失效?
根本原因在于尺寸。液体渗透剂的分子尺寸远大于氪气体原子。对于开口较大的显微缩孔,液体分子尚能部分进入,但若想精确判断缺陷群的真实尺寸则相当困难。通常认为,液体渗透法对长度大于3mm的裂纹检出效果较好,一旦尺寸小于此阈值,检出概率便会急剧下降。尤其是在燃气涡轮盘这类承受高压应力的部件中,裂纹在应力作用下会变得更加紧密,进一步降低了液体渗透剂的检出能力。如果裂纹中还填充了外来碎屑或氧化物,检测难度更是成倍增加。
图2 热裂的氪气体检查指示(左),而荧光渗透检查未能显示(右)
氪气体渗透成像的独特之处在于其固有的“放大效应”。氪-85原子衰变时发射的β粒子具有一定的穿透能力,其侧向辐射可以影响到周边500~1250μm范围内的乳化剂。这意味着,一个实际开口仅为25μm的微裂纹,最终在成像介质上可能形成宽度达1250~2250μm(1.25~2.25mm)的可见指示。这本质上是一种将微观缺陷的放射性信号进行宏观放大的巧妙机制。因此,对于那些表面开口极小(如25μm量级)的紧密微裂纹或热裂,氪气体渗透法展现出无与伦比的优势。研究甚至表明,它能有效检测出受压应力或被氧化物填充的裂纹,例如在飞机机翼检修中,那些因氧化产物而“假性愈合”的裂纹,用液体渗透法是无法发现的。
要获得一张信噪比高、结果可靠的图谱,对样品制备、设备参数配置都有极高要求。这正是专业检测实验室的核心价值所在。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,专业的权威第三方检测机构,专业检测无损检测,可靠准确。欢迎沟通交流,电话19939716636
然而,氪气体渗透法并非万能。它虽然擅长捕捉微观缺陷,但对于开口较大的裂纹却可能“视而不见”。当经过氪气处理的零件回到大气环境中时,吸附在宽大裂纹中的氪原子会迅速释放逃逸,导致无法形成有效的放射性浓度差。
由此可见,氪气体渗透与液体渗透并非相互替代,而是高度互补的两种技术。在实际应用中,一种非常合理的策略是:先对零件进行常规的液体渗透检测,筛选出存在明显缺陷的不合格品。对于通过了液体渗透检测的零件,再采用氪气体渗透成像进行复检,以捕获那些可能被遗漏的、更为危险的微观裂纹。这种组合检测方案能够极大地提升关键部件的质量控制水平。

图3 典型的氪气体渗透叶片检查,清晰显示出液体渗透法难以发现的缺陷












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
