
在渗透检测(Penetrant Testing, PT)流程中,去除试件表面的多余渗透液是一个极为关键的控制环节。其核心目标是在彻底清洁试件表面背景的同时,完整保留缺陷内部捕获的渗透液。这些留存在微观不连续性中的指示介质,是后续形成高对比度荧光或着色显示的基础。因此,这一步骤的执行质量直接决定了检测的信噪比与灵敏度,是确保缺陷可靠检出的前提。
操作中需要警惕,清洗剂的化学成分不应对渗透剂造成损害。一个典型的例子是,对于含水清洗剂,0.5%的硅含量能提供优良的无污染清洗效果,但若含量攀升至4.0%,则可能反而将裂纹开口“封死”,导致漏检。
根据渗透剂系统类型的不同,业界发展出了四种主流的去除工艺,即方法A、B、C和D。
水洗型渗透剂因其配方中含有乳化剂组分,允许直接使用水进行清洗。其典型的工艺流程如图1所示。
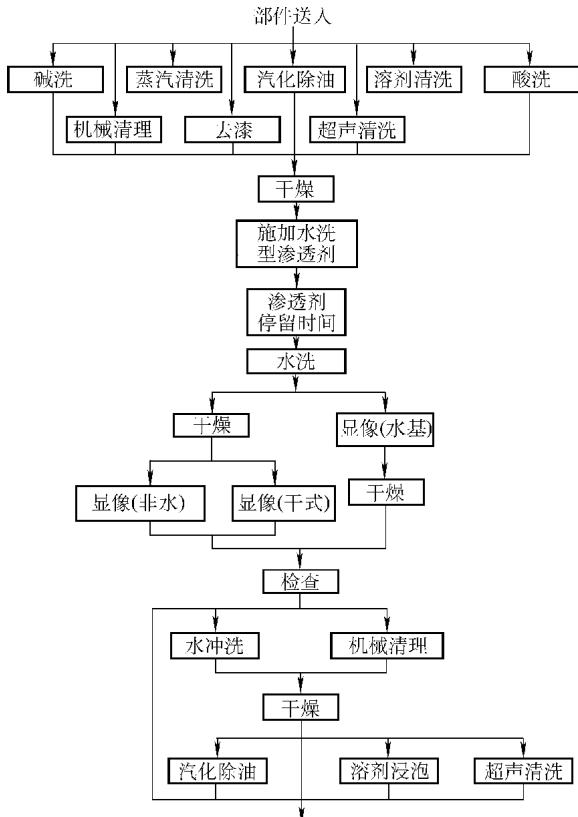
图1 水洗型渗透检测的程序流程图
在某些工况下,如试件不允许与水直接接触,可采用手工擦洗。此方法分为三步:
对于荧光检测,擦洗过程同样建议在黑光环境下进行,以实时评估背景去除程度,避免因残留渗透液造成伪显示,或因擦拭过度导致漏检。
自动化喷洗系统通过多喷头阵列能实现高效、均匀的清洗,对于凹槽、盲孔等复杂结构,可辅以手动喷枪进行补充清理。但无论采用何种方式,防止“过洗”都是必须遵守的铁律。过洗的直接标志是零件表面观察不到任何残存的渗透液迹象。
后乳化型渗透剂本身不具备水洗性,需要借助独立的乳化剂使其能够被水清洗。亲油性(Lipophilic)乳化剂是其中一类,其检测流程如图2所示。
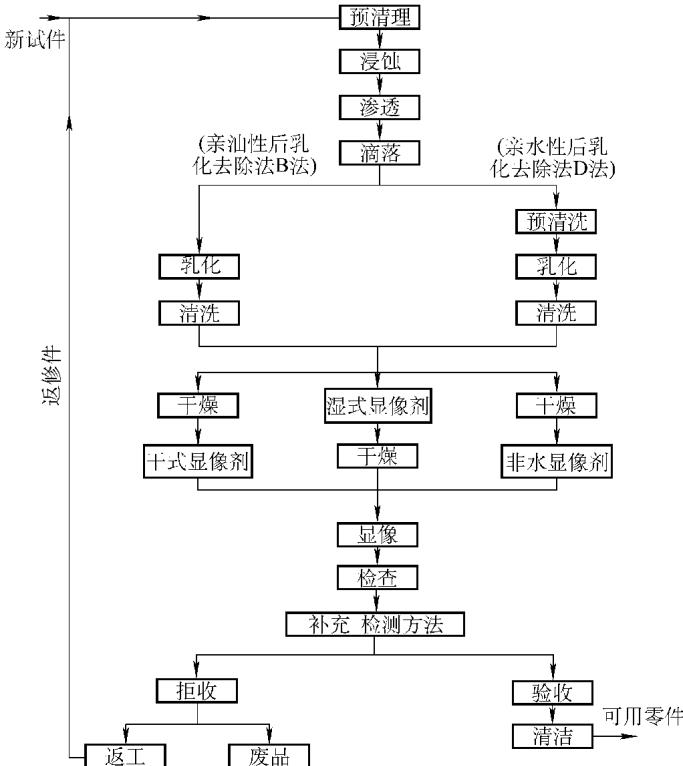
图2 后乳化型渗透剂的检测流程图
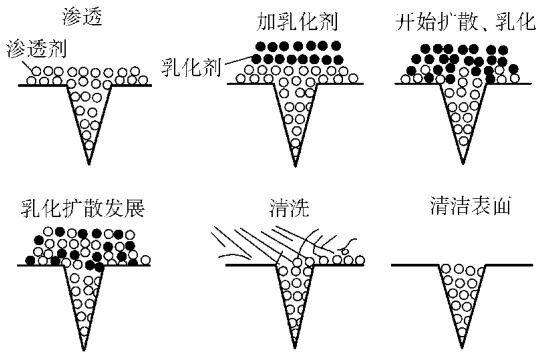
图3 亲油性乳化剂的作用机理
乳化时间一到,必须立即通过水洗终止乳化过程。可采用浸入水槽或直接喷水的方式,将渗透剂与乳化剂的混合物彻底清洗干净。水洗的工艺参数(压力、温度)与方法A相同。清洗后,同样需要在黑光或白光下检查清洗效果,对清洗不彻底或过度乳化的零件,必须按规范重新处理。
此方法依赖专用的溶剂型清洗剂,通常用于对灵敏度要求极高或不便用水的场合。其操作程序如图4所示。
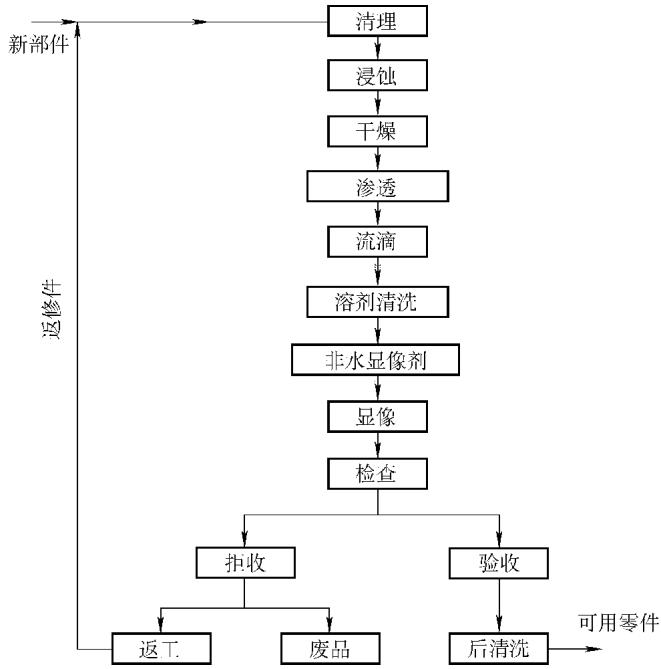
图4 溶剂去除型渗透剂和手工擦洗检测时的操作程序图
溶剂型清洗剂通常具有较低的闪点和一定的挥发毒性。
这些严格的工艺控制和安全要求,凸显了在实际生产中获得可靠无损检测结果的复杂性。这正是专业检测实验室的核心价值所在。 精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,专业的权威第三方检测机构,专业检测渗透检测,可靠准确。欢迎沟通交流,电话19939716636
亲水性(Hydrophilic)后乳化工艺是目前灵敏度和可靠性最高的渗透检测方法之一,尤其在航空航天领域应用广泛。它通过不同的作用机理(如图5所示)实现了对清洗过程更精细的控制。
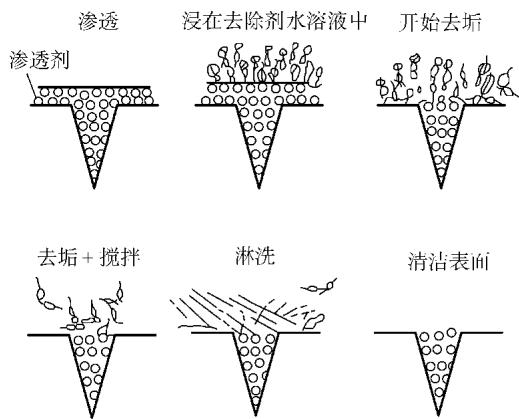
图5 亲水性乳化剂的作用机理
在施加乳化剂之前,通常会进行一个短暂的预水洗步骤。使用压力水(压力不大于0.27 MPa,温度15~30°C)冲洗30~60 s,可以去除掉表面约60%~80%的多余渗透液。这一步不仅提高了后续乳化的效率,还大大降低了乳化剂槽被渗透液污染的风险。
乳化完成后,采用与预水洗相同的参数进行最终清洗。如果清洗后背景依然过高,可以进行一次短暂的补充乳化(不超过2 min)。若仍不理想,则必须将试件彻底清洗后重新处理。
该方法之所以备受青睐,源于其一系列技术优点:
一个常见的错误操作,是将一-件乳化不充分或未洗净的试件直接返回乳化槽中“再乳化”。这种做法是绝对禁止的,原因在于:
正确的纠正程序是启动完整的返工流程:












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
