
对中厚板进行无损检测,其核心目标是在不破坏材料的前提下,精准识别其内部可能存在的缺陷。如何选择合适的探伤方法与工艺,是一项需要综合权衡的系统工程。决策依据通常包括钢板的规格与数量、预期的缺陷类型、质量技术要求、现场环境条件乃至检测成本。在众多技术路径中,超声波探伤因其高灵敏度和穿透性,成为主流选择,具体工艺则主要围绕接触法与水浸法展开。本文将深入探讨这两种方法的原理、关键工艺参数控制以及结果评定,为一线工程师与品控经理提供一份详实的实践指南。
接触法,顾名思义,是使探头通过一层薄薄的耦合剂与被测钢板表面直接接触,实现声波的传入与接收。
耦合剂的选择并非随意,它需要根据钢板的表面粗糙度来定,同时也要兼顾经济性、操作便捷性和环保要求。水、机油、甘油、水玻璃乃至糊状物都是常见的选项。为了确保声耦合的稳定与高效,扫查过程中需对探头施加一个均衡的压力,通常在1~2 kg左右,以保证声能的有效传递。
接触法探伤普遍采用脉冲反射法,根据具体需求,可选用单晶直探头、双晶直探头或单晶斜探头。
单晶直探头脉冲反射法是中厚板探伤的典型应用,其A扫描显示屏上的波形是判读缺陷的关键。本质上,对波形的解读就是一场对声波在材料内部旅程的追踪与破译。
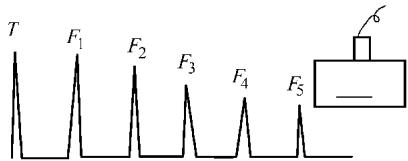 图1 接触法探伤的典型波形
图1 接触法探伤的典型波形

水浸法通过液体(通常是水)作为耦合介质,探头与钢板并不直接接触。这种非接触式耦合带来了极高的稳定性,尤其适合自动化、高通量的检测场景。局部水浸是钢板探伤中最常用的形式。
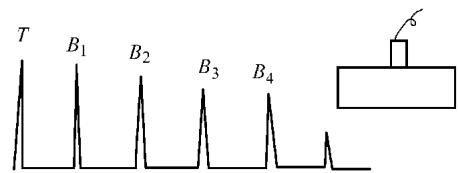
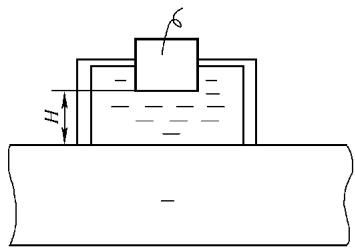
此方法利用充水探头,通过调节探头与钢板之间的水层厚度H,使第n次底波(Bn)与第二次界面波(S2)在时间轴上重合。若n=2,即第二次底波B2与S2重合,则称之为“2次重合法”,以此类推。
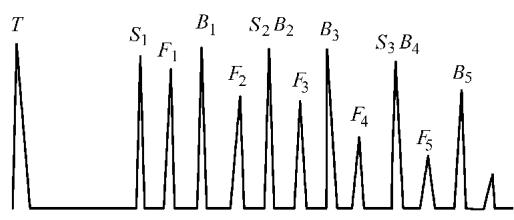 图2 2次重合法示意图
图2 2次重合法示意图
对于厚度在20~80mm的钢板,常采用2~4次重合法。其设定原则是追求波形清晰、易于观察,确保检测结果的可靠性。水层厚度的计算是关键,其关系式为:
H = (Cl1 / Cl2) * T * n
式中,H为水层厚度,T为钢板厚度,n为重合次数,Cl1和Cl2分别为声波在水和钢中的纵波声速。这个公式的本质是利用声波在水和钢中声速的已知差异,通过精确控制水层厚度,来巧妙地将多次底波信号与界面波对齐,从而实现对特定厚度钢板的高效检测。
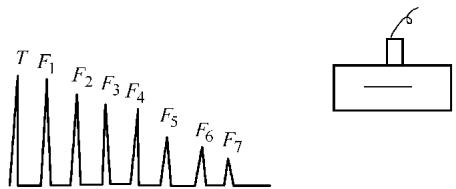
该方法在充水探头内部形成固定水柱的基础上,再于水柱与钢板间形成一层0.5~1.0mm的水膜进行耦合。固定水柱的高度根据钢板厚度一次性设定,后续检测无需调整,极大地方便了操作,是自动化探伤的理想选择。
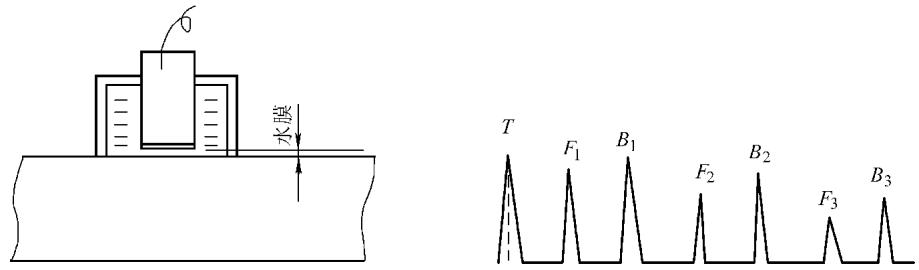 图3 充水水膜法探伤及波形示意图
图3 充水水膜法探伤及波形示意图
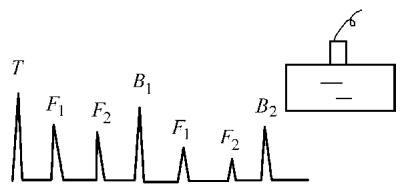
水膜法直接在探头与钢板间维持0.3~0.8mm的水膜间隙。其原理与接触法类似,但耦合稳定性更优。不过,水膜耦合会使始脉冲和底波展宽,增大探伤盲区。因此,操作时必须保证声束垂直入射,否则灵敏度和近表面分辨力会显著下降。此法多用于厚板探伤。
 图4 水膜法探伤方式及波形
图4 水膜法探伤方式及波形
双晶直探头的独特结构(一个晶片发射,一个晶片接收)赋予了其水膜法应用诸多优势:盲区小、灵敏度高、波形简单、易于设置报警门、耦合稳定,同样非常适用于自动化探伤。
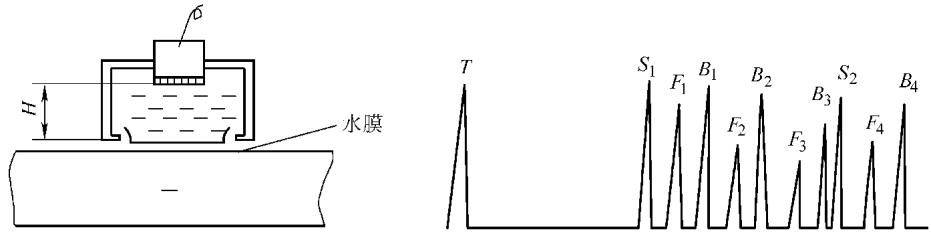 图5 双晶直探头水膜法探伤方式及波形
图5 双晶直探头水膜法探伤方式及波形
选定方法后,一系列关键参数的设定直接决定了检测的成败。
探头的选择涉及形式、工作频率、晶片规格等。这需要依据相关标准,并结合被测钢板的厚度、材质、表面状况及灵敏度要求来综合决定。一个重要的考量点是,许多国内外标准(如GB/T 2970—2004)对双晶直探头的距-幅特性曲线有明确要求。例如,要求在整个探测深度范围内,底面回波与最大回波的高度差应小于6dB。这是为了防止因深度不同导致灵敏度差异过大,从而造成缺陷漏检。
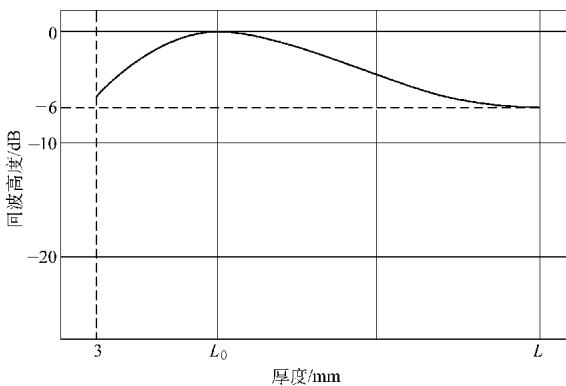 图6 双晶直探头距-幅特性曲线示例
图6 双晶直探头距-幅特性曲线示例
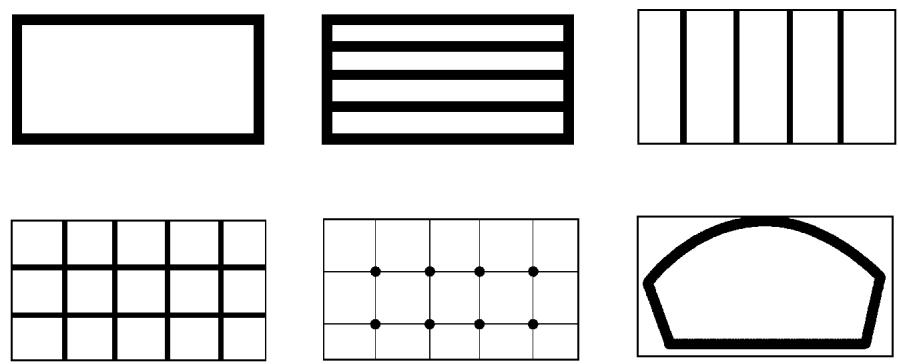 图7 钢板局部扫查主要方式示意图
图7 钢板局部扫查主要方式示意图灵敏度的设定是保证检测可靠性的基石,通常使用带有已知人工缺陷(如平底孔)的试块进行校准。
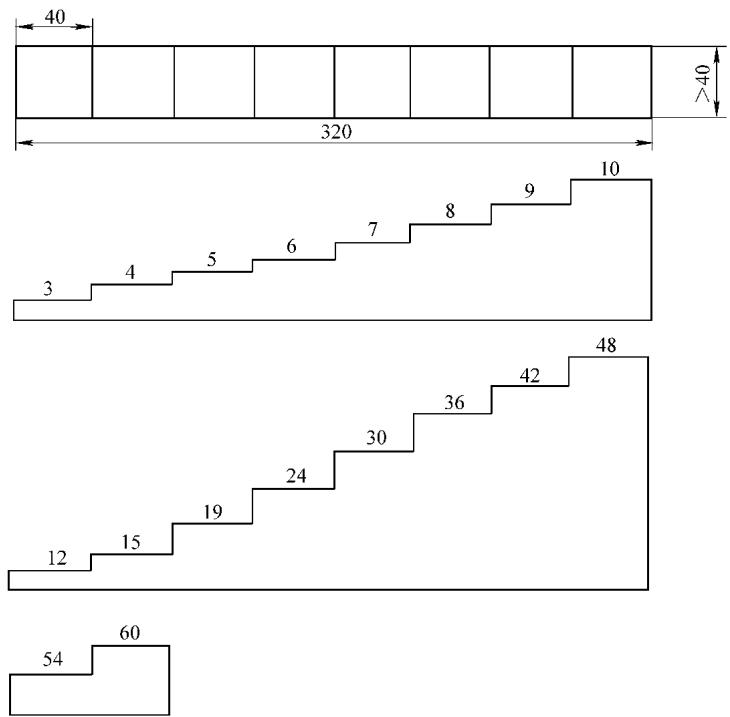 a)板厚 ≤ 60mm 的双晶直探头检测用对比试块(单位:mm)
a)板厚 ≤ 60mm 的双晶直探头检测用对比试块(单位:mm)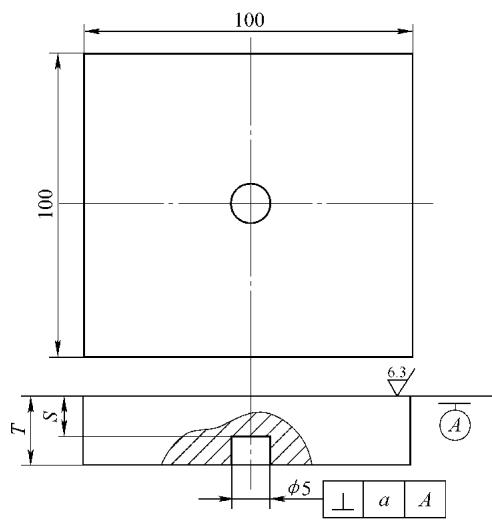 b)单晶直探头检测用对比试块(单位:mm)
图8 两种检测用对比试块
b)单晶直探头检测用对比试块(单位:mm)
图8 两种检测用对比试块
表1 单晶直探头检测用对比试块规格
| 试块编号 | 被检测钢板厚度 (mm) | 检测面到平底孔的距离S (mm) | 试样厚度T (mm) |
|---|---|---|---|
| 1 | >13~20 | 7 | ≥15 |
| 2 | >20~40 | 15 | ≥20 |
| 3 | >40~60 | 30 | ≥40 |
| 4 | >60~100 | 50 | ≥65 |
| 5 | >100~160 | 90 | ≥110 |
| 6 | >160~200 | 140 | ≥170 |
表2 对比试块中人工缺陷的垂直度公差
| 试样厚度 (mm) | >20~40 | >40~60 | >60~100 | >100~160 | >160~200 | >200 |
|---|---|---|---|---|---|---|
| a (mm) | 0.15 | 0.20 | 0.25 | 0.30 | 0.40 | 0.55 |
缺陷的判定依赖于对底波变化、缺陷波有无、强弱及位置的综合分析。发现缺陷后,需在其周围进行延伸扫查,以确定其位置、面积和长度。
要获得准确可靠的缺陷评定,对操作人员的专业知识和实践经验提出了极高要求。这正是专业检测实验室的核心价值所在。 精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,专业的权威第三方检测机构,专业检测钢板无损检测,可靠准确。欢迎沟通交流,电话19939716636
面向大批量生产,自动化探伤已成为必然趋势,主要分为在线和离线两种模式。
自动化系统通常采用脉冲反射法和水膜耦合,集成数十甚至数百个检测通道,分别覆盖板边、板面等区域。借助计算机系统,可实现检测过程的程序控制、灵敏度自动校准、闸门自动跟踪、深度自动补偿和复杂的信号处理,极大地提升了检测效率和可靠性。












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
