
在真空技术的应用领域,无论是科研实验还是工业生产,维持系统的气密性都是一个基础且至关重要的前提。然而,绝对的密封在物理上并不存在,微小的漏孔和材料自身释放的气体(即“出气”或“放气”)都会导致真空腔体内的压力随时间推移而缓慢上升。静态压升法(Static Pressure Rise Method)正是用于量化这一压力变化速率,从而评定系统总漏率的一种经典而有效的基础检测手段。
其核心原理相当直观:首先将被检容器抽至某一稳定的真空状态,随后关闭真空泵与容器之间的阀门,使容器成为一个孤立系统。若存在漏孔,外界气体将渗入,导致容器内压力随时间上升。通过精确测量在时间间隔 Δt 内的压力变化值 Δp,结合容器的已知体积 V,即可计算出总漏率 Q。其基本关系式为:
Q = V * (Δp / Δt)
这个公式的物理意义是,漏率 Q 代表了单位时间内流入容器的气体量。
将容器与真空泵隔离后,其内部压力的上升来源并非单一,通常是真实漏气(Leakage)和材料表面及内部的出气(Outgassing)共同作用的结果。这两种效应在压力-时间(p-t)关系图上会呈现出截然不同的特征。通过连续监测压力变化,我们可以绘制出如图1所示的几种典型曲线,从而诊断系统的真实状态。
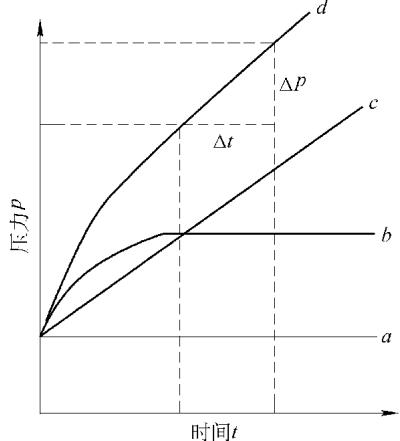
图1 压力-时间曲线
Δp / Δt)恰恰反映了由真实漏孔导致的恒定漏率。因此,当观测到曲线c或d的形态时,即可判断容器存在真实泄漏。通过截取曲线后段稳定线性部分的斜率,我们就能相当准确地计算出系统的总漏率。
静态压升法的检测灵敏度并非一成不变,它受到多个因素的制约。更低的本底压力(起始真空度更高)、更长的测量时间以及更小的被测容器容积,都有助于提升检测的灵敏度,使微小的压力变化更易于被捕捉。
在长时间的测试过程中,环境因素和系统内在因素可能引入显著的测量误差,必须予以校正和排除。
环境温度的波动会直接影响容器内气体的压力。如果测量起始(t₁)时的温度为 T₁,测量结束(t₂)时的温度变为 T₂,那么为了得到在标准温度 T₁ 下的真实漏率,需要对压力读数进行修正。修正后的漏率计算公式为:
Q = V * ((p₂ * (T₁/T₂)) - p₁) / (t₂ - t₁)
此公式通过将终点压力 p₂ 换算回初始温度 T₁ 下的等效压力,消除了温度变化带来的干扰。
出气是静态压升法中最主要的干扰源。为了获得可靠的漏率数据,必须设法将其影响降至最低。
p-t 曲线时,务必选取压力随时间呈线性关系的数据段进行计算,以避开初期出气影响占主导的非线性区域。对复杂系统进行精确的漏率分析,需要严谨的实验设计和对干扰因素的深刻理解。这正是专业检测实验室的核心价值所在,能够通过标准化的流程和专业的设备,提供可靠的质量控制解决方案。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,专业的权威第三方检测机构,专业提供漏率检测服务,可靠准确。欢迎沟通交流,电话19939716636
对于体积较小的被检件,可以采用一种更为精妙的方法——辅助真空室法,来精确分离漏气与出气。 操作步骤如下:
Δt₁ 内,测量其内部压力升高值 Δp₁。此时的 Δp₁ 是由外部大气漏入和器件自身出气共同造成的。Δt₂ 内,再次测量被检件内部的压力升高值 Δp₂。由于此时被检件内外均为真空,不存在压差驱动的泄漏,因此 Δp₂ 几乎完全由器件的出气贡献。通过这两步测量,真实的漏率 Q 就可以通过减去出气速率来获得:
Q = V * ( (Δp₁ / Δt₁) - (Δp₂ / Δt₂) )
这种差分测量法能够有效地剥离出气背景,从而实现对微小漏孔的高精度定量分析。
下一篇:静态压降检漏技术深度解析












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
