
磁粉检测(MT)的可靠性,并非仅仅取决于操作流程的正确执行,其背后是一套严谨、全面的质量控制体系。这套体系确保了从检测装置、所用材料到工作环境的每一个环节都处于最佳状态。一次成功的磁粉检测,其结果的可信度建立在对整个系统性能的持续监控与验证之上。质量控制工作贯穿于项目启动之初到日常运作的每一个阶段,是确保缺陷无所遁形的基石。
本文将深入探讨磁粉检测质量控制的三大核心支柱:利用标准试件进行系统综合性能验证、检测装置的周期性核查,以及检测材料(磁粉)的性能检定。
如何客观评价一套磁粉检测系统(设备、材料、工艺)的综合能力?最直接有效的方法,莫过于使用一个带有“标准答案”的工件——即带有已知类型、位置和尺寸缺陷的试验件。若系统能准确无误地显示出预设缺陷的磁痕,则证明整个检测作业满足了灵敏度要求。当然,试验件在完成其使命后,必须经过彻底的退磁和清洗,并在可见光或黑光下复查,确保无任何磁痕残留,以免影响下次使用。
然而,在实际生产中,要找到一个恰好带有特定缺陷的真实产品零件作为标准件,几乎是不可能的。因此,工程实践中广泛采用的是带有人工缺陷的标准试块和试片。
Betz环是验证直流磁化设备和材料性能的经典工具。它通常由Φ140mm的铬、钨、锰系合金工具钢棒材加工而成。其制造过程经过严格的热处理规范,包括正火(加热至816°C±56°C和857°C±56°C并空冷)与退火(加热至674~802°C后缓冷),以获得90~96 HRB的稳定硬度和磁性能。其表面氧化皮会通过玻璃珠或氧化铝喷砂去除,确保表面光洁。
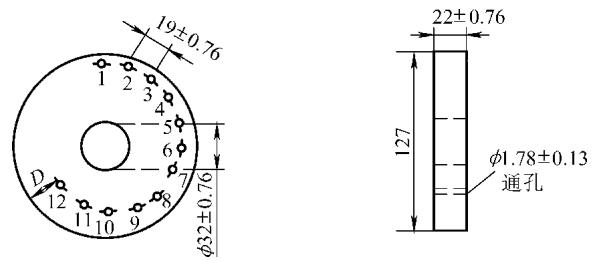 图1 直流标准环形试块(Betz环)与A型标准试片
图1 直流标准环形试块(Betz环)与A型标准试片
Betz环上钻有一系列不同孔心距(D)的通孔(见表1),在使用时,通过中心导体法(将铜棒穿过环中心并通电)对其进行周向磁化。通过观察在不同电流幅值下,环外缘能够清晰显示的磁痕孔数,来定量评估整个检测系统的灵敏度(见表2)。
表1:直流标准环形试块(Betz环)尺寸规格 (单位:mm)
| 孔号 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 直径±0.13 | 1.78 | 1.78 | 1.78 | 1.78 | 1.78 | 1.78 | 1.78 | 1.78 | 1.78 | 1.78 | 1.78 | 1.78 |
| D±0.13 | 1.78 | 3.56 | 5.34 | 7.12 | 8.90 | 10.68 | 12.46 | 14.24 | 16.02 | 17.80 | 19.58 | 21.36 |
| 注:孔10~12为任选。 |
表2:工具钢直流环形试块的电流与磁痕指示要求
| 磁粉施加方式 | 全波或半波整流电流幅值 (A) | 最少可见孔数 |
|---|---|---|
| 荧光磁粉、湿法 | 1400 | 3 |
| 2500 | 5 | |
| 3400 | 6 | |
| 非荧光磁粉、湿法 | 1400 | 3 |
| 2500 | 5 | |
| 3400 | 6 | |
| 干粉 | 1400 | 4 |
| 2500 | 6 | |
| 3400 | 7 |
与直流试块不同,交流标准环形试块在使用时,通常直接夹持在磁探机的两接触头之间,通过直接通电法进行磁化,进而观察环外缘上人工缺陷的磁痕显示情况,用于评估交流磁化下的系统性能。
A型标准试片由日本无损检测协会(JSNDI)提出,是一种薄片状的磁场指示工具。它分为退火软铁片(第1类)和未退火软铁片(第2类)两种,其上加工有不同深度的微细人工刻槽(见表3)。
表3:A型标准试片的类别、规格、材料及应用
| 类别 | 规格 (槽深/片厚, μm) | 材料 | 用途 | 使用方法 |
|---|---|---|---|---|
| 第1类 (直线形或圆形) |
A1-7/50, A1-15/50, A1-30/50 A1-15/100, A1-30/100, A1-60/100 |
退火轧制软铁片 | 检查试件表面有效磁场 强度、方向及分布; 确定磁化规范; 检查装置和磁悬液性能 |
将试片紧贴于试件表面, 无槽面朝外,用胶带固定, 注意勿遮盖槽部。用后 洗净、干燥、涂防锈油。 |
| 第2类 (直线形或圆形) |
A2-7/50, A2-15/50, A2-30/50 A2-15/100, A2-30/100, A2-60/100 |
未退火轧制软铁片 |
它的核心价值在于能够直接贴附在被检工件的表面,用以评估特定区域的磁场强度是否足够、磁场方向是否正确,是优化磁化工艺参数的得力助手。
 图2 饼式磁场指示器
图2 饼式磁场指示器
该指示器由8块楔形的低碳钢片铜焊而成一个圆饼状,结构精巧。使用时,将钢片面紧贴于受检表面,施加磁悬液后,形成的磁痕会清晰地指示出该区域表面磁场的方向,对于验证多向磁化或复杂构件的磁场分布极为有用。其表面的镀铜层可以调整厚度,以适应不同灵敏度的检测需求。
 图3 可弯曲层压板的内部结构
图3 可弯曲层压板的内部结构
对于曲面或不规则表面的检测,可弯曲层压板提供了极大的便利。它由两层薄黄铜板夹着一片加工有三条微细纵向槽的高磁导率钢片构成。这些槽的宽度极小,航空航天级应用的要求可达0.00012mm。将它放置在受检的关键部位,可以有效验证磁化方向是否与潜在缺陷方向形成足够大的夹角——当缺陷取向与磁化方向夹角小于45°时,其检出率会急剧下降。
硬件的稳定是检测结果可靠的前提。所有磁粉检测装置都应按规定周期对其关键性能和准确度进行查核。
这些细致而繁琐的校准与核查工作,是确保检测设备始终处于受控状态的关键。它要求专业的知识、精密的仪器和严格的执行力。这正是专业检测实验室的核心价值所在。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,专业的权威第三方检测机构,专业检测磁粉探伤与质量控制,可靠准确。欢迎沟通交流,电话19939716636
磁粉作为显示缺陷的“墨水”,其自身性能的优劣直接决定了磁痕的清晰度和检测的成败。无论是干法磁粉还是湿法磁悬液,都需要进行严格的性能检定。
荧光磁粉的检定项目与非荧光磁粉大体相同,但在几个关键点上要求更高。
无论是灵敏度测试还是缺陷-本底试验,都应在使用耐久性测试后的磁悬液上再次进行,以确保其在实际工况下的性能稳定性。如果您在实际工作中也面临类似的荧光磁粉性能评估挑战,我们非常乐意与您一同探讨解决方案。












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
