
在宏观缺陷的无损检测领域,横波检测因其独特的传播特性而占据着不可或缺的地位。其核心方法是利用透声斜楔,使纵波以特定角度斜射入试件与介质的界面,通过波形转换激发在试件中传播的折射横波(SV波)。这种方法通常被称为“斜角检测”,而使用的探头也因此得名“斜探头”。
要获得纯净、单一的横波波型,对入射角的控制至关重要。纵波的入射角必须精确地落在第一临界角与第二临界角之间。以钢材为例,实用的折射角范围通常在38°至80°之间。然而,实际检测环境远比理论复杂。材料内部的非均质性、探头换能器直径以及折射角度的改变,都可能诱发其他模式的波,例如在特定条件下会在试件表面出现瑞利波。因此,在横波检测的整个流程中,准确鉴别与分析声波的实际传播模式,是保证检测结果可靠性的基石。
当斜探头中的压电晶片(圆形或矩形)激发的纵波穿过斜楔,在试件界面发生折射,便形成了用于检测的横波声场。与纵波声场相似,横波声场中同样存在因波的干涉而产生的近场区,该区域内声压分布极不均匀,存在剧烈的极大与极小值波动。为了精确评估缺陷,理解横波声场的实际分布就变得尤为关键。
分析试件内的横波声场时,一个巧妙的思路是将实际的纵波声源等效为一个“虚拟横波声源”。我们假想这个声源位于试件材料内部,其轴线与折射横波的声束轴线完全重合,发射的声束也完全在被检测材料中传播,如图1所示。
图1 斜探头横波声场的虚拟源分析
从几何投影关系不难看出,这个直径为 D 的实际圆形声源,其虚拟横波源是一个椭圆,长轴为 D,短轴为 D₁ = D(cosβ/cosα)。基于此模型,我们可以近似计算出该虚拟横波源在试件材料中的近场长度 Nt:
Nt ≈ (D² / 4λ₁₂) ⋅ (cosβ / cosα)
这里的 λ₁₂ 是指横波在试件中的波长。然而,这并非最终的近场长度。我们还必须考虑声波在斜楔中走过的那段声程 L₁。需要将这段声程折算成在钢中等效的横波声程 L₂:
L₂ = L₁ ⋅ (tanα / tanβ)
最终,在试件中实际的横波近场影响区长度 N’t,就是虚拟声源的近场长度减去这段折算的声程:
N’t = Nt - L₂
在进行缺陷定量评估时,通常要求检测区域位于近场影响区之外,以避开声压剧烈波动的区域。
声束的指向性描述了声能的空间分布特性,它直接影响着检测的覆盖范围和分辨率。
在 XZ₂ 平面(入射面)内,声束相对于轴线是对称的。横波主声束的指向角 θ₀ 可以通过以下公式计算:
然而,在 Y₁Z₁ 平面(垂直于入射面)内,声束的对称性被打破,如图2所示。其主声束的两个指向角 θ₁ 和 θ₂ 需要通过更复杂的公式来确定。
图2 Y₁Z₁ 平面内的声束指向角
对于直径为 D 的圆形晶片: sinβ₁ = sinβ ⋅ √(1 - (1.22λ₁₁/D)²) - (1.22λ₁₁c₁₂ / Dc₁₁) ⋅ cosα sinβ₂ = sinβ ⋅ √(1 - (1.22λ₁₁/D)²) + (1.22λ₁₁c₁₂ / Dc₁₁) ⋅ cosα
对于边长为 l 的方形晶片: sinβ₁ = sinβ ⋅ √(1 - (λ₁₁/l)²) - (λ₁₁c₁₂ / lc₁₁) ⋅ cosα sinβ₂ = sinβ ⋅ √(1 - (λ₁₁/l)²) + (λ₁₁c₁₂ / lc₁₁) ⋅ cosα
公式中的 λ₁₁ 和 c₁₁ 分别代表纵波在斜楔中的波长和速度。这些计算揭示了斜探头声场的复杂性,也凸显了精确校准和理解探头特性的重要性。
当一束平面横波(T)以倾斜角 αt 入射到钢/空气这类平界面时,会产生反射纵波(L’)和反射横波(T’)。在 α’t < 90° 的理想情况下,反射横波与入射横波角度相同(α’t = αt),且不存在声束位移。声波会在试件的上下表面间反复反射,形成 “W” 形的传播路径(如图3)。若途中遇到缺陷,部分声能会反射回探头,在仪器屏幕上形成缺陷回波(F);若声波传播至试件的端角,则会形成端角波(A)。
图3 横波检测示意图
为了标准化描述,行业内定义了一套常用术语(如图4):
图4 横波检测中几个参量的示意图
选择合适的检测条件是获取高质量信号的关键。
严谨的准备工作是确保检测结果准确可靠的前提。
投入使用的每一个横波斜探头都应有唯一编号,并在使用前参照标准(如利用IIW试块)对其关键性能进行测量。这些性能必须符合相关技术文件的规定。例如,某些规范要求探头的实际频率与标称值的偏差在 2.25~10MHz 范围内不应大于10%,且实测值应标注在探头上。对于接触法使用的斜探头,若实测折射角与标称值相差超过2°,则必须修磨后方可使用。
表1总结了使用IIW试块对斜探头进行性能测量的常用方法。
表1 斜探头主要声学性能的测量方法(基于IIW试块)
| 内容 | 方法 |
|---|---|
| 入射点的测定 | 对准试块A面(R100圆弧面)前后移动探头,当回波最高时,探头侧面标记线所对应的R100圆心位置即为入射点。 |
| 主声束偏离测定 | 探测试块的棱角反射体,当反射波幅最大时,探头的几何中心线与被测棱边法线的夹角即为主声束在水平方向的偏离角。 |
| 主声束双峰测定 | 对准棱边前后移动探头寻找最大反射波。若在最大位置附近移动时出现另一个峰值,则表明声束存在双峰现象,此类探头不宜使用。 |
| 折射角的测定 | 将探头置于试块上标有角度刻线的位置,确保声束轴线与试块侧面平行。前后移动探头,当来自规定反射体的回波最强时,入射点所对应的刻线读数即为折射角。 |
| 分辨力的测定 | 使用专用试块(如CSK-1Aa),通过平移探头使两个相邻反射体(如φ50和φ44)的回波等高,并根据波谷与波峰的高度差计算分辨力(dB)。 |
| 频率响应 | 采用脉冲发射-接收装置、门电路及频谱分析仪进行专业测试。 |
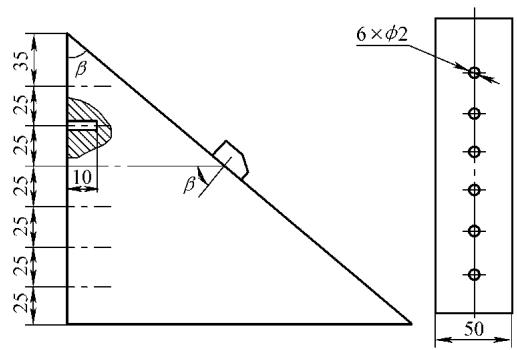
图5 用于测绘斜探头距离-幅度曲线的试块示例
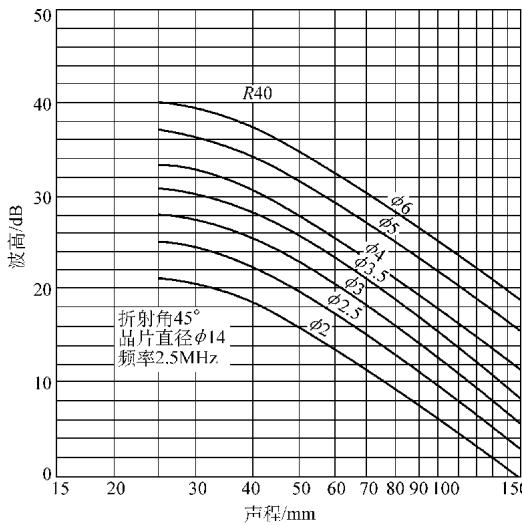
图6 实测斜探头AVG曲线示例
无背面反射位移的理想情况:如果已知试件厚度 t 和探头折射角 β,在测得从入射点到缺陷的声程 W 后,缺陷的水平距离 l 和深度 d 可通过简单的三角函数计算得出:
考虑背面反射位移的复杂情况:这是一个在实际检测中经常被忽略但又至关重要的物理现象。当横波在自由界面(如钢/空气)的入射角 αt 大于某个临界值(对于钢,约为32.8°)时,尽管反射角等于入射角,但整个反射声束会沿界面平移一小段距离 Δ,即“声束位移”或“古斯-汉欣位移”。该位移量 Δ 的计算公式相当复杂。
对于不同K值(K=tanβ)的探头,位移量也不同,如下表所示(以钢中 f=2.5MHz 为例):
表2 不同K值探头在钢中的声束位移估算
| 探头K值 | 入射角 αt | Δ/mm |
|---|---|---|
| 0.8 | 38.66° | -2.5 |
| 1.0 | 45° | 0 |
| 1.5 | 56.31° | 1.0 |
| 2.0 | 63.44° | 2.0 |
| 2.5 | 68.2° | 3.0 |
更复杂的是,声波在位移 Δ 的距离内是以非均匀平面波的形式传播,其传播速度也发生了变化,这使得精确的理论计算变得异常困难。在要求高精度定位的场合,最佳实践是利用与被检工件材质、厚度相同的专用对比试块进行校准,通过比较缺陷波与试块上已知位置反射体的信号来消除位移带来的误差。
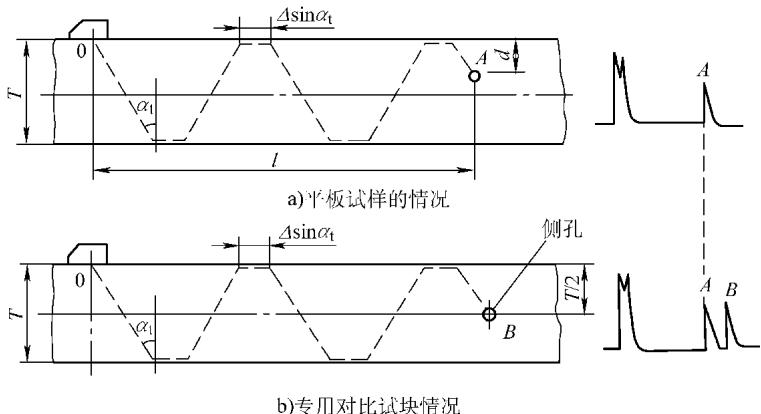
图7 考虑反射声束位移时利用对比试块进行缺陷定位的示意图
不同的测长方法对同一缺陷可能得出差异很大的结果,具体检测时必须严格遵循相应标准或技术规程。这些复杂的评估过程,往往需要丰富的经验和对声学原理的深刻理解。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,专业的权威第三方检测机构,专业检测无损检测、超声波探伤,可靠准确。欢迎沟通交流,电话19939716636
横波检测同样会遇到直角边和方角内反射的问题。图8展示了横波入射到直角边时的理论反射系数。在实际应用中,利用角反射时需注意,构成反射角的两个面尺寸都应远大于波长,否则反射条件不成立,这对于表面浅裂纹的检测尤其重要。
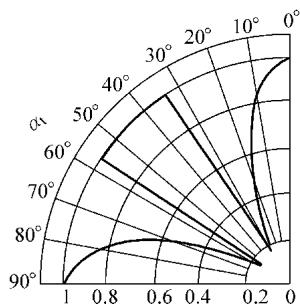
图8 钢中横波入射直角边的反射系数
从图中可以看出,当检测与表面垂直的较深裂纹时,采用与开裂面夹角为35°~55°的横波最为有利,而选用60°角则可能因反射系数低而不利于检出。
一个需要特别警惕的现象是:当使用折射角为60°的斜探头检测端角时(如图9),横波在端角平面的入射角为30°。在特定位置,探头可能接收到经波形转换后产生的反射纵波。由于纵波速度远大于横波,其回波信号会出现在正常的二次反射横波之前,极易造成误判。
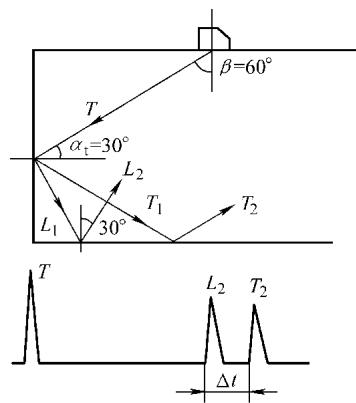
图9 60°横波在端角上因波形转换产生的纵波反射信号超前于二次横波反射的示意图
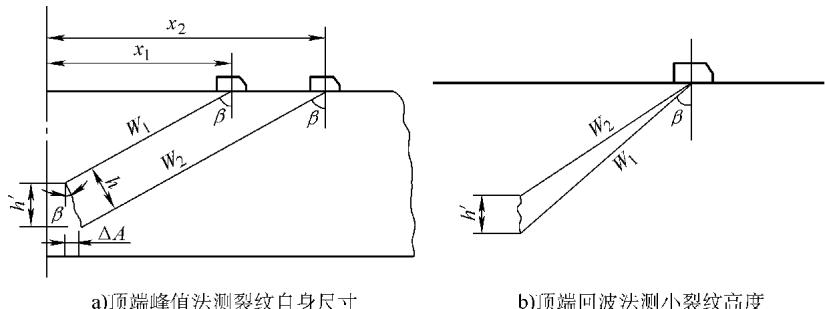
图10 利用单探头技术测量裂纹自身高度的示意图
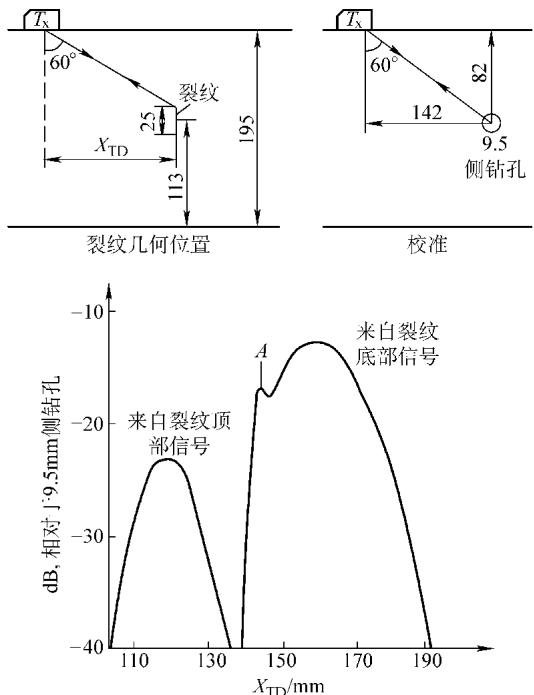
图11 2MHz、60°横波探头对一垂直条带裂纹的脉冲回波响应
当在曲率半径较小(如<500mm)的圆弧面上进行接触法检测时,为保证良好的声耦合,通常需要将探头斜楔的接触面修磨成与试件曲率相匹配的弧面。但这种修磨会改变探头的声学参数(如图12):入射点位置、前后沿的入射角和折射角都会发生变化,甚至可能因为入射角范围过大而产生瑞利波或多余的纵波干扰。因此,经修磨后的斜探头,其特性必须重新进行全面的测量和标定。
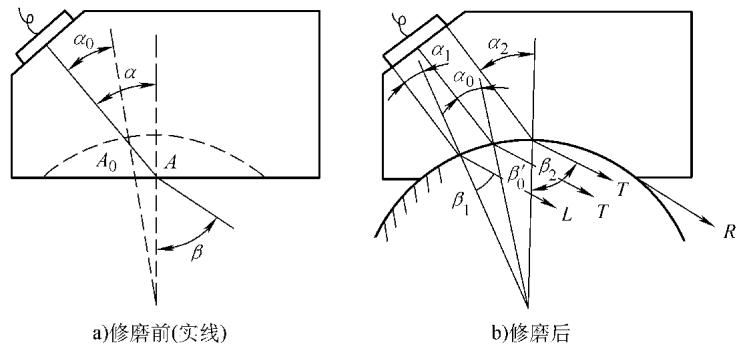
图12 斜探头为适应曲面而修磨后,声束分布发生的变化
除了常见的SV波,还有一种特殊的横波——水平偏振横波(SH波),其质点振动方向平行于入射面。通过利用特定晶体(如Y切石英晶体或铌酸锂LiNbO₃)的横向压电效应,可以制作出垂直入射的SH波探头。
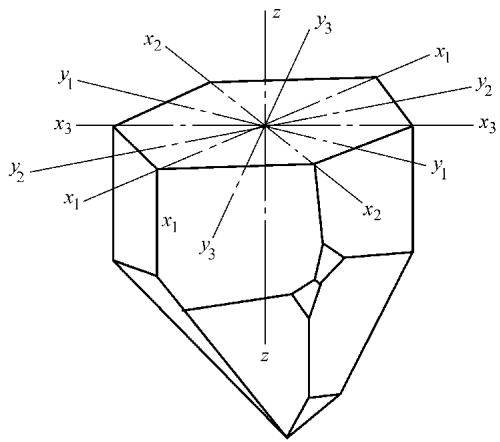
图13 石英晶体的晶轴方位示意图
SH波具有一些极为优越的特性:
综上,无论是常规的SV波还是特殊的SH波,横波检测技术都是一个内涵丰富、应用广泛的领域。掌握其核心原理,洞悉其在复杂条件下的行为,是每一位无损检测工程师提升技术水平的必经之路。












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
