
磁粉探伤(Magnetic Particle Inspection, MPI)的物理学基础并非新近的发现。其历史可以追溯到20世纪初,当时人们在生产实践中观察到一个有趣的现象:当钢制零件被固定在磁性卡盘上进行机加工时,产生的铁屑竟会在零件表面的裂纹周围自发地形成特定的图案。这一偶然的发现,揭示了磁粉探伤方法的核心原理——利用铁磁性试件被磁化后,其表面缺陷对磁场产生的扰动效应。
当一个铁磁性材料被磁化时,其内部会产生沿特定方向排列的磁力线。如果材料表面或近表面是连续、均匀的,磁力线将被约束在材料内部。然而,一旦遇到裂纹、夹杂等不连续性缺陷,这些缺陷的高磁阻会迫使一部分磁力线“绕道而行”,穿出材料表面,然后再返回材料内部,从而在缺陷上方形成一个局部化的磁场——即“漏磁场”。
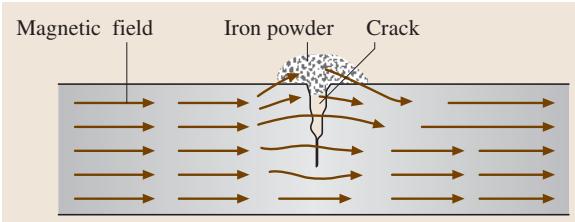 图1 磁粉探伤基本原理示意
图1 磁粉探伤基本原理示意
此时,若将微细的铁磁性粉末(即磁粉)施加到试件表面,这些磁粉会立刻被漏磁场区域吸引并聚集。漏磁场像一只无形的手,将磁粉“吸附”在裂纹的正上方,形成一条清晰可见的磁痕,如上图1所示。这种磁粉的堆积宽度远大于裂纹本身的实际宽度,从而实现了将肉眼无法察觉的微小裂纹“放大”并显现出来的效果。
在磁粉探伤的实际操作中,一个至关重要的因素是磁场方向与缺陷走向之间的夹角。漏磁场的强度并非一成不变,它与缺陷切割磁力线的程度直接相关。
当缺陷的方向与磁力线方向垂直时,磁力线受到的阻碍最大,产生的漏磁场也最强,因而能够形成最清晰、最易于观察的磁痕。反之,如果缺陷的方向与磁力线方向平行,磁力线几乎不受影响,几乎不会产生漏磁场,缺陷也就无从检出。
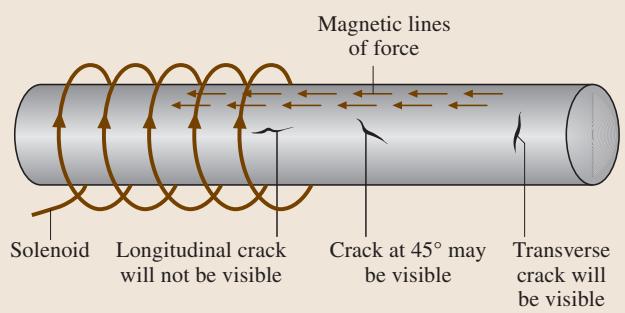
图2 裂纹方向与磁场方向的关系
图2生动地展示了这一原理。图中圆柱形工件采用螺线管线圈进行纵向磁化,产生的磁力线沿工件轴向分布。这种磁化方式对于检测横向裂纹(垂直于磁力线)非常有效。然而,对于任何沿轴向分布的纵向裂纹,由于其方向与磁力线平行,将完全无法被发现。
这个例子清晰地表明,单一方向的磁化存在着巨大的检测盲区。因此,一次全面而可靠的磁粉探伤,必须在至少两个不同方向上施加磁场,最理想的情况是两个相互正交(垂直)的方向。通过复合磁化,确保无论裂纹走向如何,总有一个方向的磁场能与其有效切割,从而产生足以被检出的漏磁场。要确保检测的全面性和结果的可靠性,对磁化方式的选择、磁场强度的控制以及操作流程的规范化都有着极高的要求。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,专业的权威第三方检测机构,专业检测金属材料无损检测,可靠准确。欢迎沟通交流,电话19939716636












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
