
“设计寿命一万小时的无油压缩机,为何在三千小时就出现密封失效,导致效率骤降?” 作为一名在特种设备领域工作的工程师,您可能对这个场景再熟悉不过。问题往往指向那个在高温、高压、无润滑环境下默默工作的核心部件——炭石墨活塞环。您翻遍了供应商提供的规格书,所有参数都符合要求,但失效依旧发生。这究竟是哪里出了问题?
在精工博研,我们接触过大量此类案例。答案,往往隐藏在规格书之外,隐藏在材料、设计与工况三者复杂的交互作用中。单纯抱怨材料“不行”,或者用“经验公式”估算磨损,都无法触及问题的根源。本文将带您跳出传统认知的框架,从首席科学家的视角,层层剖析炭石墨活塞环从选型到失效的完整逻辑链,并揭示如何通过精准的检测分析,找到那个决定成败的“魔鬼细节”。
当一个炭石墨环失效时,我们得到的往往是一个简单的结论:“磨损超差”。但这远远不够。磨损的“形态”比磨损的“量”更能说明问题。教科书告诉我们,可以用径向磨损量(μm/h)或重量磨损率(μg/h)来评价。但在失效分析的战场上,这些只是基础数据。我们首先要问的是:
所以,一个合格的失效分析,绝不是用卡尺量一下剩余厚度。而是要像法医一样,通过磨损的宏观形貌,初步判断其“死因”——是正常的疲劳磨损,还是异常的磨粒磨损,亦或是转移膜失效导致的粘着磨损?每一种形态,都指向了不同的排查方向。
选择摩擦副,如同选择合作伙伴,性格不合,终将两败俱伤。原文的数据图(图1)揭示了一个深刻的道理:不存在万能的炭石墨材料,只有在特定配对下才能发挥最佳性能的材料。
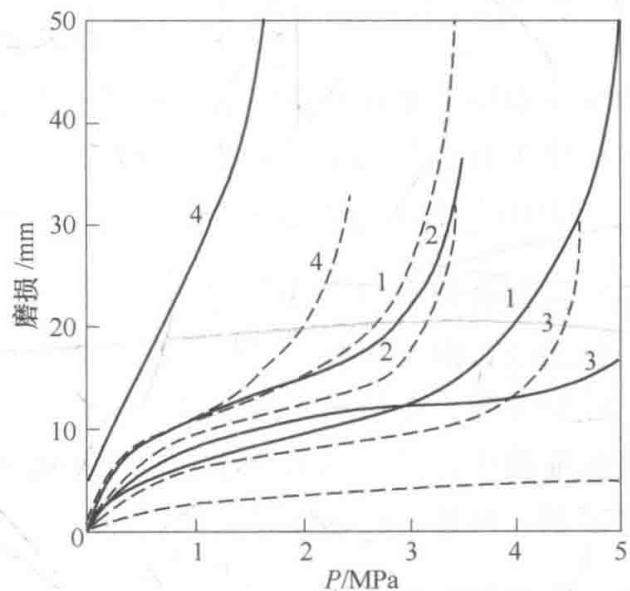
图1 石墨抗磨材料在几种金属表面上的磨损率与比载荷的关系
我们来深度解读这张图背后的“化学”:
材料的匹配,并非简单的‘选优’,而是基于摩擦化学与界面物理学的‘联姻’。 错误的搭配,即使是再昂贵的炭石墨材料,其表现也可能不如最普通的品级。
如果材料和摩擦副都选对了,活塞环为何依然会提前“阵亡”?这时,我们需要排查两个看不见的“杀手”。
原文中的图2对比了压缩空气和水蒸气两种介质下的磨损,差异触目惊心——在水蒸气中,磨损率可以高出数倍。
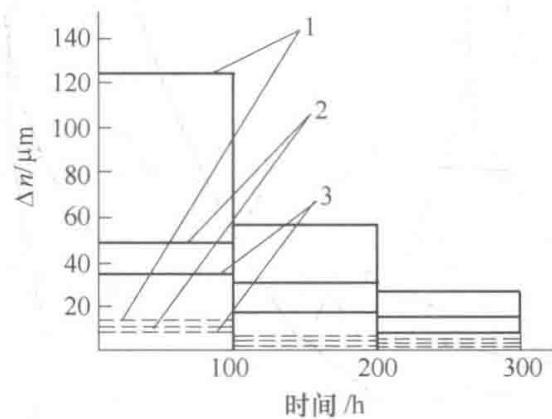
图2 介质对磨损的影响
原因何在?石墨的层状结构依赖于其片层间吸附的微量气体分子(尤其是水分子)来维持低剪切力。但在高温、高湿度的水蒸气环境中,过量的水分子会破坏这种微妙的平衡,形成液膜,反而增加了流体阻力并可能引发腐蚀磨损。这解释了为何“湿度大的水蒸气”比“加热的干蒸汽”磨损大两倍。您的设备是否在某些时段处理了比设计值更高湿度的气体?这可能是压垮骆驼的最后一根稻草。
炭石墨材料与金属的热膨胀系数(CTE)存在巨大差异,如表1所示。炭石墨的CTE通常只有钢的1/4到1/5。这个差异在设计时必须被精确计算,否则就会埋下失效的种子。
表1 几种材料在不同温度区间的线膨胀系数α (℃-1)
| 材料名称 | 温 度 区 间 Δr/℃ | ||||
| 20~100 | 20~200 | 20~300 | 20~400 | 20~500 | |
| 碳钢 | (10.6~12.2) ×10-6 | (11.3~13.0) ×10-6 | (12.1~13.5) ×10-6 | (12.9~13.9) ×10-6 | (13.5~14.3) ×10-6 |
| 钢铬 | 11.2×10-6 | 11.8×10-6 | 12.4×10-6 | 13.0×10-6 | 13.6×10-6 |
| 生铁 | (8.7~11.1) ×10-6 | (8.8~11.6) ×10-6 | (10.1~12.2) ×10-6 | (11.5~12.7) ×10-6 | (12.9~13.2) ×10-6 |
| 紫铜 | (16.6~17.1) ×10-6 | (17.1~17.2) ×10-6 | 17.6×10-6 | (18.0~18.1) ×10-6 | 18.6×10-6 |
| 焙烧的炭石墨材料或电化石墨材料 | — | — | (2.5~2.7) ×10-6 | (2.5~2.7) ×10-6 | (2.5~2.9) ×10-6 |
更危险的是,规格书上给出的CTE往往是一个平均值。而炭石墨作为一种非均质材料,其真实的CTE曲线在不同温度区间是变化的。一个看似安全的常温间隙,在峰值工作温度下可能已经进入了“危险区”。
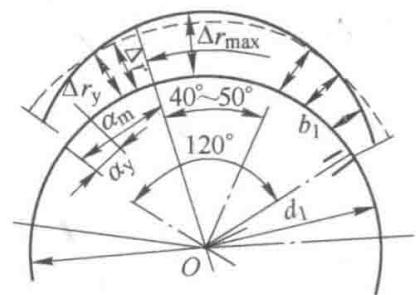
图3 沿着活塞环瓣周边上磨损的变化
面对如此复杂的失效机制,仅仅依赖“经验公式”或供应商的常规参数表,无异于盲人摸象。要真正解决问题,必须建立一套从宏观到微观的系统性诊断思路。一份真正有价值的检测报告,绝非冰冷数据的堆砌,而是基于应用场景的深度解读。它能将微观世界的‘蛛丝马迹’,翻译成指导你工艺优化、供应链筛选和性能突破的‘行动指南’。
这包括:
当常规检测手段已无法解释您的困惑时,或许是时候寻求更深层次的微观洞察了。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,提供专业的炭石墨密封件失效分析服务,为您的材料研发与质量控制保驾护航。欢迎垂询,电话19939716636
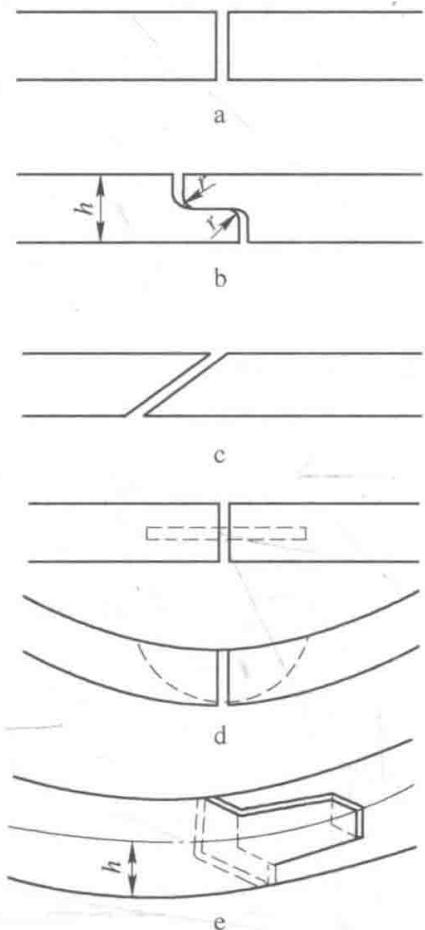
图4 炭石墨活塞环的接口形式












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
