
作为一名在精工博研实验室深耕多年的碳材料科学家,我见过太多因炭石墨零件失效而导致的项目停滞与巨额损失。最常见的场景,莫过于一位充满信心的工程师,拿着一份完美的金属零件图纸,说:“就照这个,换成石墨材料。” 结果,在远低于设计载荷的工况下,零件应声脆断。
问题出在哪里?他们用设计钢材的“金属思维”,去驾驭一种性能如同精密陶瓷的材料。炭石墨,尤其是用作机械摩擦件、热场结构件时,其优异的自润滑、耐高温特性背后,隐藏着一套截然不同的物理法则。若不洞悉其“脾性”,再精良的加工也只是通往失败的捷径。
今天,我将为你揭示从金属思维转向“石墨思维”必须规避的五大设计陷阱。这不仅是理论知识,更是我们从无数失效分析案例中提炼的实战经验。
工程师最容易犯的第一个错误,是迷信材料规格书(TDS)上的强度值。
金属思维:材料的抗拉、抗压、抗弯强度在数值上相近,且性能稳定。
石墨思维:炭石墨的强度高度“偏科”且极不稳定。其抗压强度极高,但抗弯强度可能只有抗压的1/3,而抗拉强度更是低至1/12。更致命的是,同一批次材料,你测出的抗压强度数据,误差高达200%都毫不稀奇。
为什么会这样?因为炭石墨材料内部并非均匀的整体,而是由石墨颗粒、粘结剂碳化的残炭以及无处不在的微米级孔隙构成的复合体。这些孔隙和微裂纹,在受压时会被“压实”而影响不大,但在受拉或受弯时,则会成为裂纹的起点,导致灾难性的脆性断裂。
【实战启示】:
金属因其塑性,在遇到尖角、开孔等应力集中点时,会通过微小的局部变形来“卸力”。而炭石墨完全没有这个能力,其破坏变形量不超过1%。
金属思维:允许尖锐内角、薄壁、突然的截面变化。
石墨思维:任何应力集中点都是断裂的“预告”。一个未经倒角的直角,其尖端承受的应力可能是平均应力的数倍甚至数十倍,足以让零件在使用、运输乃至安装过程中就直接报废。
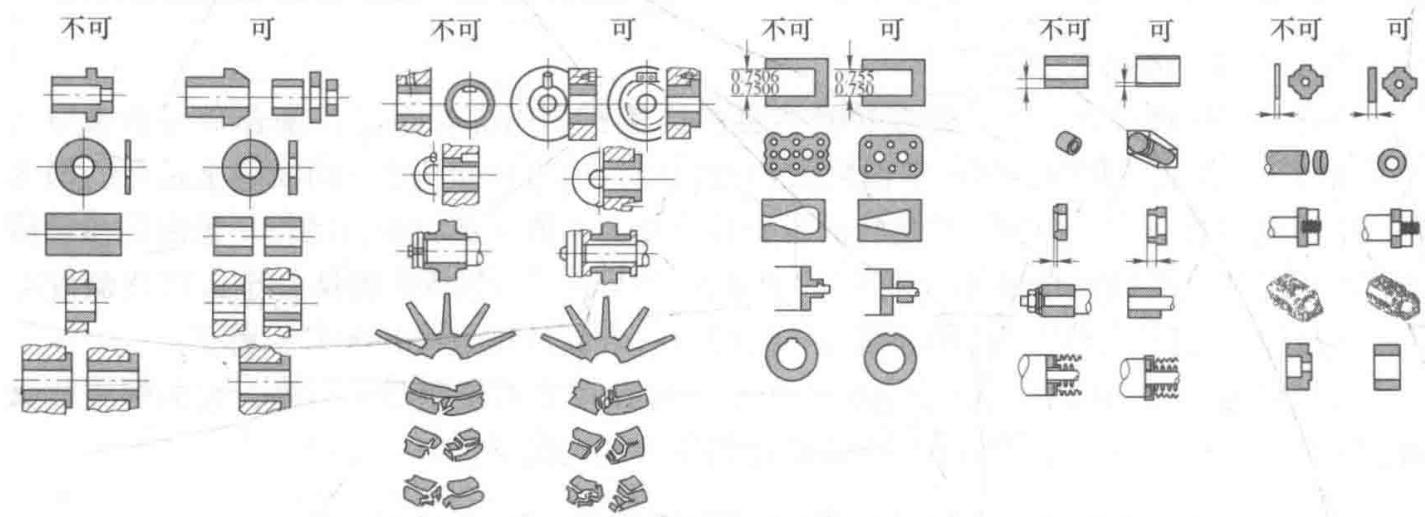
图1:炭石墨零件的正确与不正确结构示例,核心在于避免应力集中
【实战启示】:
在半导体热场、特种冶金等领域,炭石墨零件常与金属部件组合使用。这是一个经典的“冰与火之歌”:炭石墨的线膨胀系数(CTE)远小于金属。
金属思维:采用螺栓、销钉、键槽等常规方式进行紧固连接。
石墨思维:在高温下,金属部件会剧烈膨胀,而石墨几乎“原地不动”。如果采用刚性连接,金属的膨胀力会像一把巨钳一样,轻易地将石墨零件挤碎。
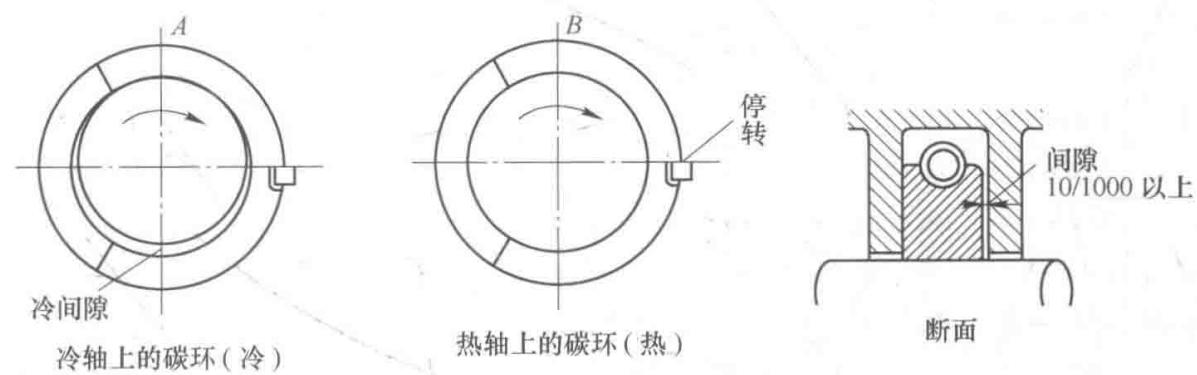
图2:冷、热间隙示意图,精确计算工作温度下的间隙是设计的核心
【实战启示】:
在密封环、轴承等摩擦应用中,人们往往只关注石墨件本身的磨损,却忽略了与其对磨的金属表面。
金属思维:只要硬度足够,金属表面加工到一定粗糙度即可。
石墨思维:与石墨对磨的金属表面,其状态直接决定了石墨的“生死”。一个粗糙的金属表面,在微观下就像一把锉刀,会持续不断地“切削”石墨,导致磨损率居高不下,永远无法进入稳定的磨合期。
【实战启示】:
炭石墨加工成本不菲,对公差的追求需要理性。
金属思维:所有尺寸都追求尽可能高的精度。
石墨思维:将精度用在“刀刃”上。对于非配合的轮廓尺寸,采用模压成型公差或常规机加工公差即可,这能显著降低成本。但对于决定性能的“核心尺寸”,则必须投入血本。
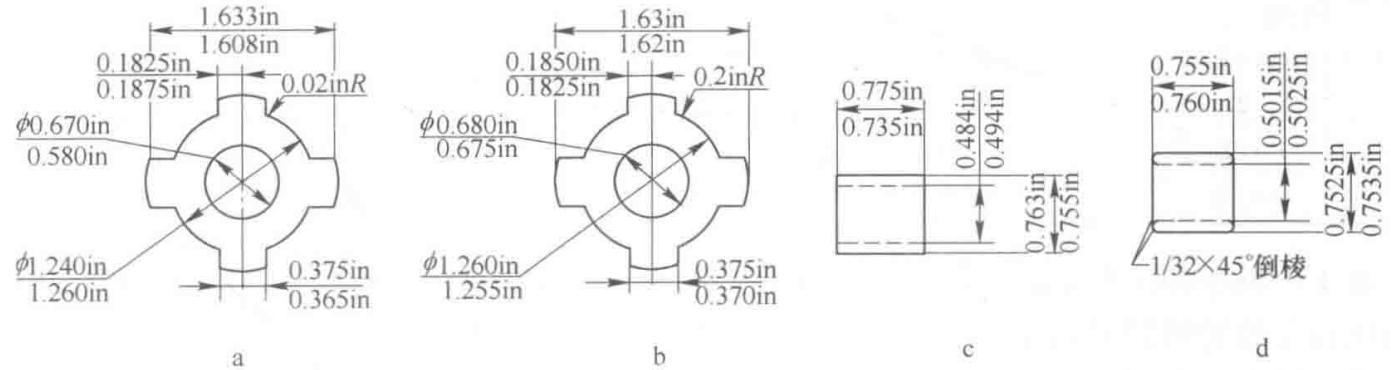 图3:炭密封件的尺寸标记实例,展示了模压与机加工的不同公差要求
图3:炭密封件的尺寸标记实例,展示了模压与机加工的不同公差要求
【核心公差关注点】:
下表列出了一些典型的公差标准作为参考,但最终的公差设定应完全取决于具体应用。
表1:美国USG公司标准公差示例
| 制作方法 | 适用范围 | 公 差 | 制作方法 | 适用范围 | 公 差 |
| 压形品 | 长度3/4in以下 | 0.01in(0.25mm) | 加工品 | 偏心率 平面度(精磨) 平面度(抛光) | 0.014in(0.1mm) 0.0001in(0.0025mm) 3 Band |
| 加工品 | 截面薄壁部分 最小界限 直径(精度) 长度(1in以下) | 0.06in(1.5mm) 0.002in(0.05mm) ±0.002in(0.05mm) |
表2:法国罗兰炭素公司标准公差示例
| 制作方法 | 适用范围 | 公 差 |
| 压型品 | 外径30mm以下 | ±0.15mm |
| 加工品 | 内外径(精密公差) | ±0.0025mm |
| 厚度(惯用公差) | ±0.015mm |
从“金属思维”切换到“石墨思维”,本质上是从“想当然”的设计,转变为一种“基于深度洞察”的设计。这意味着,在绘制图纸之前,你必须像侦探一样,全面掌握你手中这块炭石墨的真实“档案”:它的内部微观结构、真实的强度分布、在工作温度下的热膨胀行为、以及它与配对材料的摩擦学特性。
所以,一份真正有价值的检测报告,绝非冰冷数据的堆砌,而是基于应用场景的深度解读。它能将微观世界的‘蛛丝马迹’,翻译成指导你结构优化、供应链筛选和性能突破的‘行动指南’。当常规检测手段已无法解释您的困惑,或者您希望从源头避免这些代价高昂的陷阱时,或许是时候寻求更深层次的微观洞察了。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,提供专业的炭石墨制品设计与失效分析服务,为您的材料研发与质量控制保驾护航。欢迎垂询,电话19939716636












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
