
当一台高速牵引电机或大型风力发电机因换向火花异常而停机,工程师们往往第一时间将矛头指向碳刷。然而,一份来自供应商、参数齐全的规格书(CoA)摆在面前:电阻率、硬度、强度均在允收范围内。问题究竟出在哪里?这正是无数研发和品控工程师面临的困境——规格书上的数据,与产品在严苛工况下的实际表现,为何会存在一道鸿沟?
答案往往隐藏在规格书无法呈现的、更深层次的结构细节之中。一个碳刷,远非一块简单的“碳块”,它是一个精密的、多物理场耦合的微观系统。任何一个结构环节的失控,都可能成为整台电机“阿喀琉斯之踵”。
教科书告诉我们,模压成型的石墨制品具有各向异性。但这个概念在实际应用中意味着什么?它意味着,您手中的碳刷,在不同方向上,其性能表现判若两人。
在压力作用下,片状的石墨颗粒会倾向于与压力面平行排列。这就导致了:
电学特性: 垂直于压力面(通常是刷体的厚度方向 t)的电阻率 ρ⊥ 远大于平行于压力面(宽度 a 和高度 r 方向)的电阻率 ρ∥。对于某些牌号,这个比值 ρ⊥ / ρ∥ 甚至可以高达5倍以上。
力学与热学特性: 同样的,线膨胀系数、抗压强度、硬度等也呈现出显著的方向性。
为什么这至关重要?
在电机换向过程中,碳刷的厚度 t 方向横跨换向片。我们需要这个方向具备较高的电阻,以有效抑制换向片间的瞬时短路电流,这是改善换向性能、抑制火花的关键。如果加工时切割方向错误,将低电阻的 ρ∥ 方向用作厚度 t,无异于为短路电流铺设了一条“高速公路”,其后果就是电弧、过热和异常磨损。
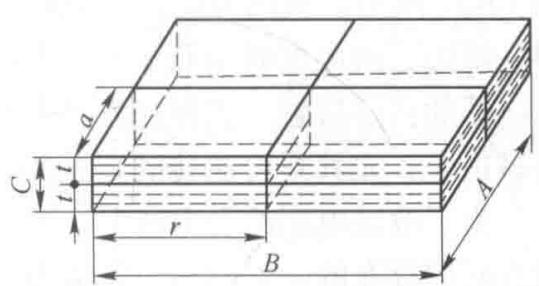
图1:碳刷毛坯的正确切割方法——确保性能关键的厚度t方向拥有最高电阻率
检测的陷阱: 您的供应商提供的电阻率,是哪个方向的?是足以反映真实工况的 ρ⊥,还是仅仅是一个平均值,甚至是一个“看起来更好看”的 ρ∥?没有对三个轴向进行独立的碳刷各向异性测试,就断言其电性能合格,是极其危险的。
碳刷的几何形状和与刷握的配合,决定了它在高速旋转和振动环境下的“舞姿”。一个看似简单的配合间隙,背后是复杂的动态力学平衡。
直刷握(径向式): 结构简单,但对间隙和加工精度要求极高。间隙过大,摩擦力会轻易让电刷在可逆转电机中发生歪斜、啃边,导致接触不良;间隙过小,热膨胀或粉尘可能导致卡塞。
斜刷握(前倾/后倾式): 通过精巧的角度设计,将弹簧压力分解。在前倾式刷握中,可以产生一个与摩擦力方向相反的切向分力。当这个分力与摩擦力大小接近时 (f₂ ≈ μP₃),电刷如同悬浮在刷握中,能自由随动,实现极高的动态稳定性。
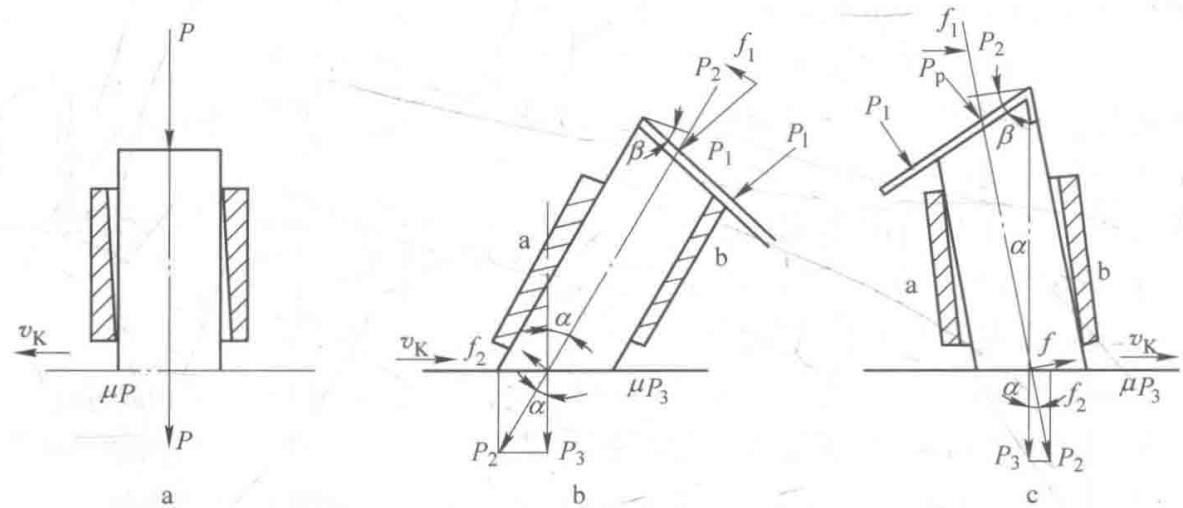
图2:不同刷握中电刷的受力分析,揭示了动态稳定性的力学根源
失效的根源:当您的电机出现不明振动、异常噪音或换向器表面出现“搓板”状磨损时,问题可能并非出在材料本身,而是碳刷的几何公差、表面粗糙度或与刷握的匹配设计上。例如,标准要求侧面粗糙度 Ra 为6.3μm,但如果批次产品的粗糙度发生漂移,将直接改变其与刷握壁的摩擦系数,打破原有的力学平衡。
一份真正有价值的检测报告,绝非冰冷数据的堆砌,而是基于应用场景的深度解读。它能将微观世界的‘蛛丝马迹’,翻译成指导你工艺优化、供应链筛选和性能突破的‘行动指南’。当常规检测手段已无法解释您的困惑时,或许是时候寻求更深层次的微观洞察了。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,提供专业的电机碳刷结构与性能综合评估服务,为您的材料研发与质量控制保驾护航。欢迎垂询,电话19939716636
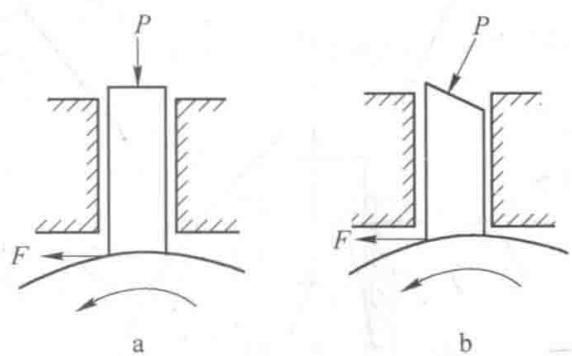
图3:径向式电刷
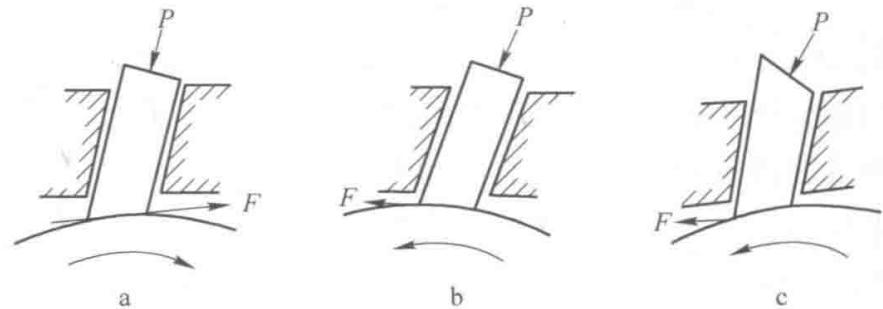
图4:前倾式与后倾式电刷
电流并非直接流入刷体,而是通过刷辫(导线)引入。这个“刷体-刷辫”连接点,是整个电流通路上一个至关重要却又极易被忽视的界面。其可靠性直接决定了电刷的寿命和安全性。
行业内存在多种固定方法,每种都有其适用场景和潜在风险:
填塞法 (T): 通过金属粉末填塞压实,接触电阻小,连接牢固。但对多孔或软质刷体,可能因压实应力导致微裂纹,埋下早期失效的种子。
扩铆法 (K): 机械连接,工艺稳定。但对于非金属石墨刷,若无预先的槽内镀铜处理,接触电阻会偏高,成为潜在的过热点。
焊接法 (H): 使用焊锡连接。需要警惕的是,焊接高温可能对刷体局部造成热损伤,改变其微观结构,影响性能。
模压法 (Y): 在压制刷体时一体成型。这种方法对工艺控制要求极高,烧结过程中的温度曲线必须精确控制,以防损坏导线。
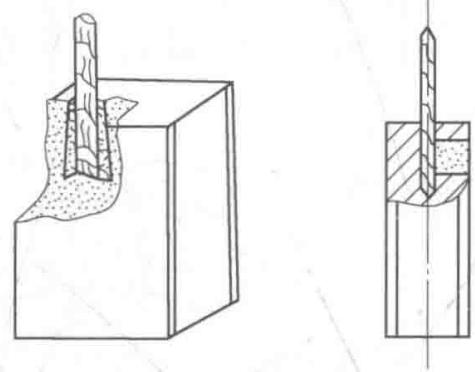
图5:填塞法固定导线
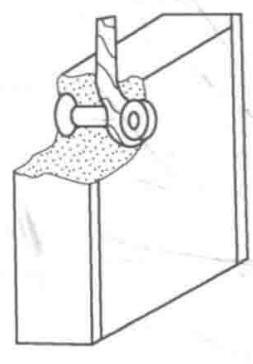
图6:扩铆法固定导线
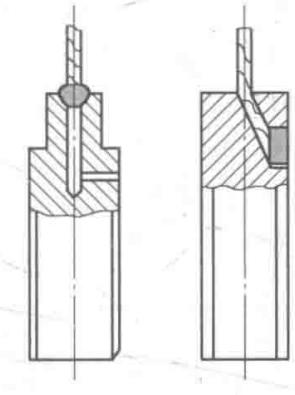
图7:焊接法固定导线
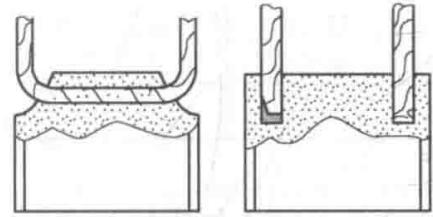
图8:模压法固定导线
诊断的关键指标:
刷体与刷辫的接触电阻: 标准要求在mΩ级别(见表3)。一个看似微小的电阻值,在大电流下 (P = I²R) 会产生巨大的热量,导致连接点温升失控,加速氧化,形成恶性循环,最终烧毁。
刷辫的脱出拉力: 这不仅是机械强度的体现,更是连接工艺稳定性的直接证据。尤其是在高振动工况下,不足的结合力会导致连接疲劳,最终断裂。
将上述的“隐患”转化为可量化、可追溯的质量控制点,是实现碳刷高可靠性的唯一途径。这需要一套超越常规的检测体系。
尺寸与公差(见表1): 使用高精度三维扫描或影像测量,不仅能验证 t, a, r 的基本尺寸,更能评估垂直度、平行度等形位公差,这些对动态稳定性至关重要。
刷辫长度与测量基准(见图9,表2): 统一的测量标准是保证不同批次、不同供应商产品可比性的基础。
接触电阻与脱出拉力(见表3,表4): 必须作为来料检验和出厂测试的关键项。对于关键应用,甚至需要进行热循环或振动老化后的性能测试,以模拟真实服役条件。
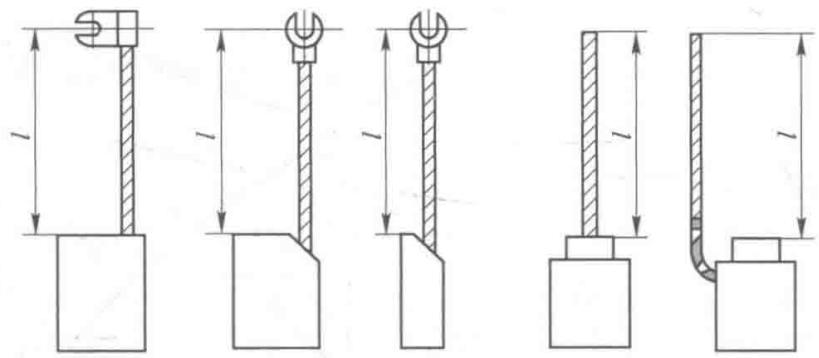
图9:刷辫长度的标准化测量位置
表1:电刷主要尺寸的允许公差 (mm)
| 标准尺寸 | t和a | r |
|---|---|---|
| 公差 | 公差 | |
| 1.6、2、2.5、3 | 0.05 (-0.02 / -0.07) | ±0.3 |
| 3.5、4、4.5、5、5.5 | 0.06 (-0.03 / -0.09) | ±0.3 |
| 6.5、8、10 | 0.08 (-0.05 / -0.13) | ±0.3 |
| 12.5、16 | 0.10 (-0.06 / -0.16) | ±0.5 |
| 20、25 | 0.12 (-0.07 / -0.19) | ±0.5 |
| 32、40、50 | 0.15 (-0.08 / -0.23) | ±0.8 |
| 60、80 | ±0.8 | |
| 100、125 | ±1.0 |
注:数据源于历史标准,仅供设计原理参考。
表2:刷辫的有效长度及公差 (mm)
| L | 公差 | L | 公差 | L | 公差 |
|---|---|---|---|---|---|
| 16 | 50 | 110 | |||
| 20 | 60 | 125 | |||
| 25 | +3, -0 | 70 | +5, -0 | 140 | +8, -0 |
| 32 | 80 | 160 | |||
| 40 | 90 | ||||
| 100 |
表3:刷体与刷辫的接触电阻
| 电刷截面积 (mm²) | 最大接触电阻 (Ω) |
|---|---|
| > 100 | < 0.004 |
| 25 ~ 100 | ≤ 0.005 |
| < 25 | ≤ 0.01 |
表4:刷辫脱出刷体的拉力 (填塞法)
| 刷辫截面积/mm² | 0.16 | 0.5 | 1 | 2.5 | 4 | 6 | 10 | 16 |
|---|---|---|---|---|---|---|---|---|
| 孔的深度/mm | 4 | 6 | 8 | 11 | 12 | 12 | 14 | 14 |
| 脱出拉力/N | ≥10 | ≥30 | ≥50 | ≥80 | ≥120 | ≥120 | ≥140 | ≥140 |
注:表中仅列出部分规格作为示例。
碳刷的可靠性,是一个由材料、结构、工艺和应用共同决定的系统工程。当产品失效的矛头指向碳刷时,一份简单的规格书远不足以作为判断依据。唯有深入其内部,对各向异性、机械公差、界面结合等核心结构特征进行系统性的碳刷失效分析和深度检测,才能真正定位问题的根源,从而指导选材、优化设计、管控供应链,最终实现从“符合标准”到“解决问题”的跨越。












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
