
因“小”失大的案例。这里的“小”,指的就是电机中那块看似不起眼的碳电刷;而“大”,则是动辄数万、乃至上百万的电机系统故障、产线停摆和研发项目延期。
工程师们常常感到困惑:“我明明是按照规格书选的电刷,电阻率、硬度、密度都达标,为什么在实际工况下还是会出问题?异常磨损、剧烈火花、甚至烧毁换向器,根源到底在哪?”
问题就出在,规格书上的宏观参数,只是冰山一角。决定电刷性能与寿命的,是隐藏在这些数字之下的微观结构、材料物相和界面动态行为。今天,我们不谈空泛的分类,而是直击痛点,剖析那些规格书上看不到,却能决定你产品成败的关键“魔鬼细节”。
电刷的核心使命是在旋转的换向器或集电环上,稳定地传导电流。这个过程远非简单的物理接触,而是在电、热、力、化学多场耦合下的动态平衡。常规的规格书参数,如电阻率、肖氏硬度、体积密度,仅仅是这种平衡结果的粗略表征,它们无法回答以下这些直击灵魂的问题:
同为“电化石墨”,为何一批耐磨,一批却成“粉笔”?
为何在低湿度或高海拔环境下,原本表现优异的电刷会“撕裂”换向器表面?
电流不大,转速不高,为何电刷与换向器之间火花四溅,无法抑制?
答案,藏在材料的微观世界里。
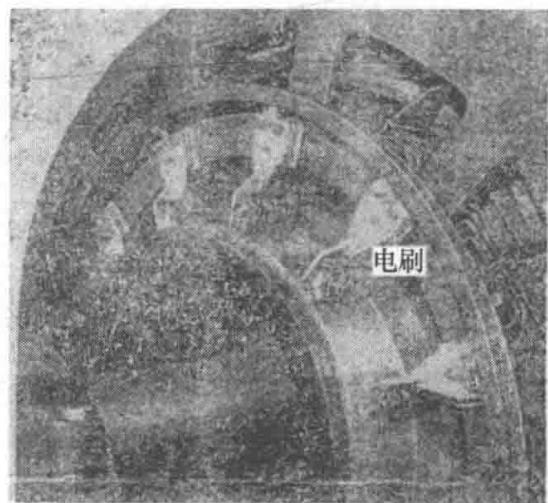
图1 电机用电刷
教科书和标准手册会罗列出电刷的种类,例如根据材质分为石墨基、炭黑基、金属石墨基等。但对于研发和品控工程师而言,这种分类的指导意义有限。我们必须从更深层次的“材料基因”来理解其行为。
电刷与换向器之间并非硬碰硬的干摩擦。在理想工况下,它们之间会形成一层厚度在纳米到微米级的、被称为“接触膜”或“Patina”的薄膜。这层膜是水汽、氧气、石墨微粒和金属氧化物(来自换向器)的复杂混合物,具有半导体特性。
良性接触膜: 呈棕色或深褐色,光滑且连续。它能极大降低摩擦系数,稳定接触电压降,并辅助电流的平稳换向。
恶性接触膜/无膜: 在低湿度、真空或腐蚀性气氛下,水分不足导致接触膜无法形成或维持。此时,摩擦变为石墨与裸露金属间的硬接触,摩擦系数剧增,磨损呈指数级上升,产生剧烈火花。这就是为什么高空飞行的飞机电机或真空设备中的电机需要特殊配方的电刷。
诊断要点: 您的供应商是否对电刷在目标工况(特别是极限湿度和温度)下的成膜能力进行过验证?我们通过模拟环境摩擦磨损测试,并利用扫描电镜(SEM)和能谱仪(EDX)分析换向器表面的膜层成分与形貌,能精准判断电刷的真实环境适应性。
电刷在压制成型过程中,石墨等层状结构的颗粒会发生择优取向。这导致电刷成为一个各向异性的“千层饼”。其在三个维度(轴向a、径向r、切向t)的性能天差地别。
电阻率的陷阱: 规格书上通常只给一个平均电阻率。但电流主要从径向导入,通过切向面传出。如果切向电阻率因取向问题远高于径向,会导致电流分布不均,在电刷出弧边形成“热点”,引发局部过热和电弧。
热导率的陷阱: 同样,切向和轴向的热导率决定了摩擦热能否快速散发。热导率差的电刷,即使在标称电流下,也可能因热量积聚而超过其材料耐温极限,导致黏结剂碳化、结构疏松,最终崩解决裂。
诊断要点: 仅有一个宏观的电阻率数据是远远不够的。必须对电刷进行三向电性能和热性能的差异化表征。这对于大电流、高转速的应用(如牵引电机、风力发电机)尤其致命。
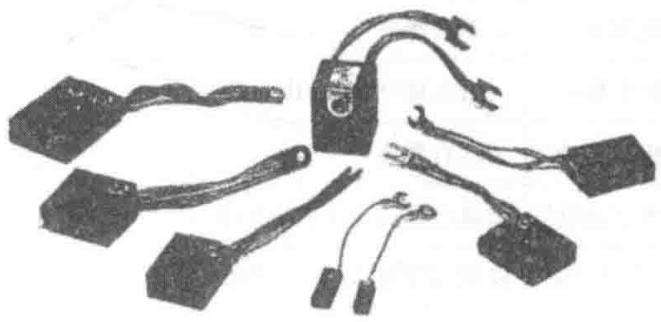
图2 各种电刷的外观
“灰分<0.1%”——这个指标在规格书上很常见,但它是一个极其模糊的概念。关键问题不是灰分有多少,而是灰分里有什么。
致命的“硬质点”: 如果灰分中含有微量的石英(SiO₂)、三氧化二铝(Al₂O₃)等硬质颗粒,它们就如同砂纸上的砂砾,在高速旋转中不断切削昂贵的换向器,造成永久性损伤。
催化“毒药”: 铁、钒等过渡金属元素,即使在ppm(百万分之几)级别,也可能在高温下催化石墨的氧化,显著降低电刷的抗氧化能力和使用寿命。
孔隙与浸渍树脂: 电刷内部的孔隙结构决定了其散热能力和对浸渍树脂的吸纳能力。不均匀的孔隙分布或不良的树脂浸渍工艺,会导致电刷内部存在力学弱点和导电通路缺陷,在高负载下成为失效的起点。
诊断要点: 常规的灰分测试无法识别元素种类。必须动用ICP-MS(电感耦合等离子体质谱)等高精度元素分析手段,对痕量甚至超痕量(ppb级)有害杂质进行精准控制。同时,利用压汞仪和Micro-CT(微计算机断层扫描)技术,可以三维可视化电刷内部的孔隙网络和缺陷分布。
一份真正有价值的检测报告,绝非冰冷数据的堆砌,而是基于应用场景的深度解读。它能将微观世界的‘蛛丝马迹’,翻译成指导你工艺优化、供应链筛选和性能突破的‘行动指南’。当常规检测手段已无法解释您的困惑时,或许是时候寻求更深层次的微观洞察了。
尽管我们强调了微观性能的重要性,但了解宏观分类依然是选型的第一步。以下表格整合了传统分类方法,可作为初步参考。但请牢记,这些数值范围很广,真正的性能差异隐藏在细节之中。
表1 电刷的种类、物理特性及主要用途(参考)
| 目的 | 电刷材 | 原料 | 电阻率/μΩ·cm | 体积密度/g·cm⁻³ | 肖氏硬度 | 抗折强度/MPa | 灰分/% | 接触电压降 | 特长 | 主要用途 |
|---|---|---|---|---|---|---|---|---|---|---|
| 整流用 | 树脂黏结质 | 天然石墨基 | 7000~10000 | 1.80~1.90 | 10~25 | 30~50 | 0.05 | 特大 | 润滑性良好 | 电车用电动机,小型电动机 |
| 炭质 | 焦炭、炭黑 | 4000~8000 | 1.40~1.70 | 50~80 | 20~50 | 0.5 | 特大 | 耐磨性大 | 小型电动机 | |
| 电气石墨质 | 炭黑基(多孔) | 5000~7000 | 1.45~1.55 | 40~50 | 80~200 | <0.1 | 特大 | 滑动接触稳定 | 大容量直流机,交流整流子电动机 | |
| 炭黑基(致密) | 4000~5000 | 1.60~1.70 | 50~60 | 300~500 | <0.1 | 大 | 一般整流用 | 一般直流机,电车用主电动机 | ||
| 半炭黑基 | 3000~4000 | 1.65~1.75 | 60~70 | 300~600 | <0.1 | 中 | 耐磨损性好 | 电车用主电动机 | ||
| 焦炭基 | 1000~2000 | 1.65~1.75 | 30~50 | 100~300 | <0.1 | 中 | 薄膜形成好 | 大~小容量直流机 | ||
| 天然石墨基 | 500~1000 | 1.80~1.90 | 15~25 | 200~400 | <0.1 | 小 | 润滑性好 | 小容量直流机,高速集流环 | ||
| 集电用 | 金属石墨质 | 铜基(低金属) | 100~1000 | 3.0~4.5 | 10~20 | 200~400 | 微 | 微 | 耐磨损性好 | 低电压直流机,集流环 |
| 铜基(高金属) | 5~50 | 4.0~6.0 | 10~20 | 300~1000 | 微 | 微 | 电流容量大 | 大电流集流环,车轴地线 | ||
| 银基 | 10~50 | 4.5~7.0 | 5~15 | 150~450 | 极微 | 极微 | 电压下降稳定 | 检出用,微型电动机等 |
表2 典型应用场景对电刷材质与工况的要求(参考)
| 用途 | 推荐材质类型 | 容量 | 最大电流密度/A·cm⁻² | 刷标准压力/g·cm⁻² | 转速/r·min⁻¹ | 最大线速度/m·s⁻¹ |
|---|---|---|---|---|---|---|
| 小型直流机 | 人造石墨质 | <100kW | 12 | 120~200 | — | 45 |
| 中/大型直流机 | 人造石墨质 | >100kW | 12 | 120~200 | >200 | 50 |
| 机车主电机 | 电化石墨质 | >100kW | 12 | 360~500 | 5000 | 55 |
| 汽车启动电机 | 金属石墨质 | 12V, 24V | 20 | 650~850 | 3000 | 40 |
| 家用吸尘器 | 树脂石墨质 | 100V, 200V | 4~7 | 450 | 40000 | 50 |
| 电动工具 | 炭质/石墨质 | 100V, 200V | 4~7 | 450~500 | 20000 | 45 |
电刷尺寸与结构标注
电刷的尺寸通常按 切向尺寸(t) × 轴向尺寸(a) × 径向尺寸® 的顺序标注。正确的尺寸公差与刷握的配合,是保证电刷稳定运行的机械基础。
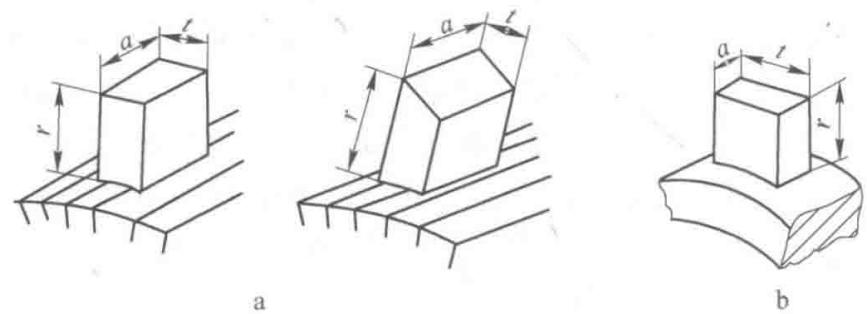
图3 电刷尺寸的标注法示意
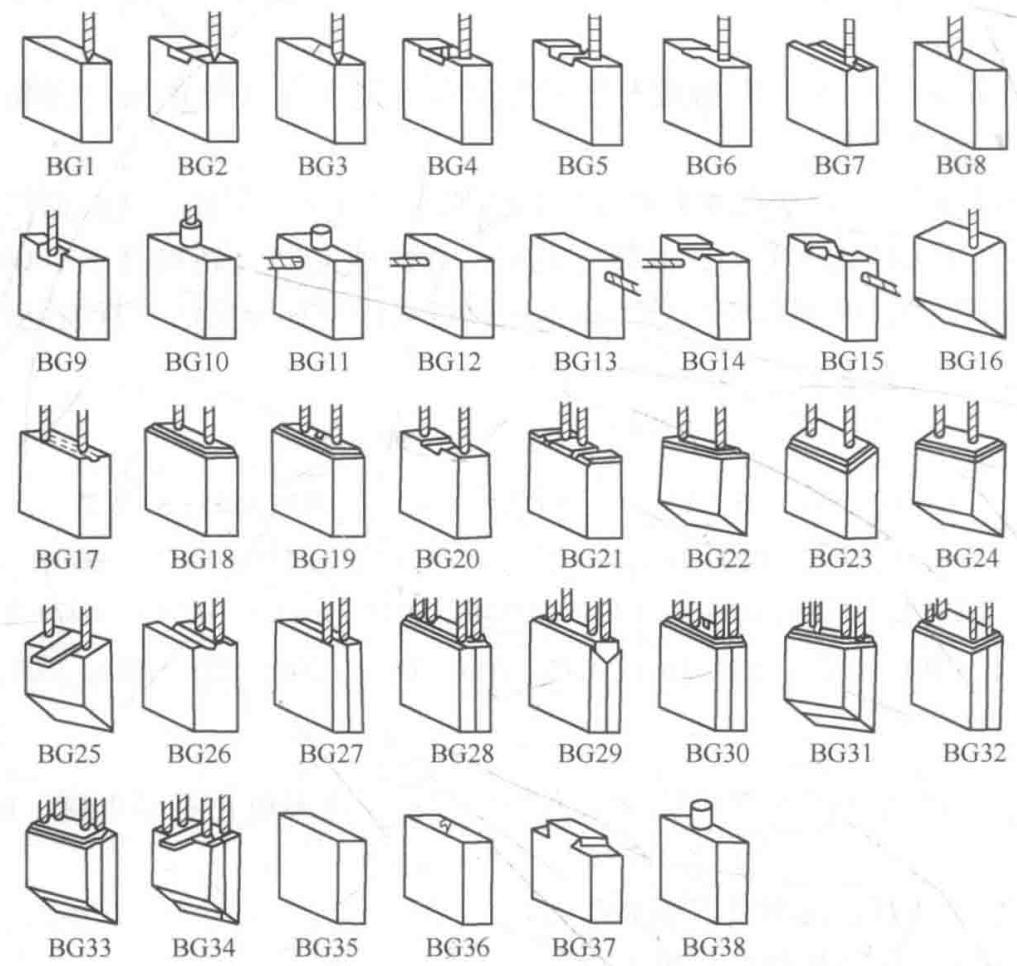
图4 电刷刷体的常见结构形式












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
