
在半导体热场、新能源电极和特种冶金领域,石墨及其碳素制品是不可或缺的关键材料。工程师们常常有这样的困惑:明明是同一牌号的等静压石墨,为何A供应商的料加工出的坩埚表面光洁如镜,而B供应商的料却总在尖角处崩边?或者,为何新换的一批石墨电极,在CNC加工时刀具磨损速度快得异乎寻常?
答案,往往隐藏在材料规格书上那些宏观参数(密度、硬度、电阻率)之下,直指一个更深层次的根源——材料的微观结构。传统的切削理论,将石墨简单归为与铸铁类似的脆性材料,这只说对了一半。理解石墨加工的真正挑战,需要我们从首席科学家的视角,深入材料内部,解构其独特的“脆性解离”机制。
传统观念认为,石墨加工就是刀具对脆性体的“剥离”,切屑是粉末和碎屑。这个描述没错,但它忽略了问题的核心。石墨并非一个连续的均质体,而是一个由石墨化颗粒(骨料)和沥青焦粘结相构成的多孔复合体,其内部通常含有20%至30%的孔隙。
这种结构决定了其切削行为的本质:
“脆性解离”而非“剪切去除”:当刀具接触工件时,切削力并非均匀作用于材料。应力会首先在材料内部最薄弱的环节——孔隙的尖端、骨料与粘结剂的界面处——高度集中,诱发微裂纹。随着刀具推进,这些微裂纹迅速扩展、汇合,最终导致材料以“崩碎”的形式被去除。
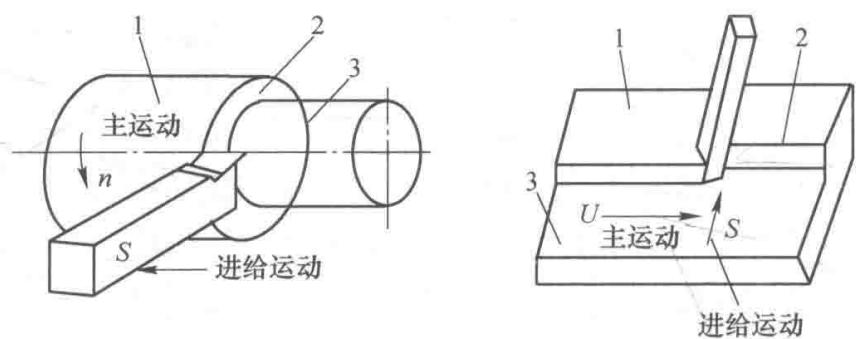
图1 切削过程中的表面生成示意
这直接解释了加工中的常见痛点:
因此,加工后的表面质量,本质上是材料原始微观结构在加工应力下的直接“显影”。颗粒粒度分布、孔隙率和孔径分布、以及粘结相的均匀性,在您开动机床之前,就已经在很大程度上决定了最终产品的良率。
石墨的另一个迷惑性在于其“外柔内刚”的特性。宏观上,石墨硬度不高,易于切削。但许多经验丰富的技师都遭遇过金刚石(PCD)刀具异常磨损的难题。原因何在?
真正的“刀具杀手”并非石墨的宏观硬度,而是其微观层面上的两个“硬质点”:
为了应对这种微观磨损,行业普遍采用高速切削策略(线速度通常在数百m/min,特定情况下更高)。其原理是在硬质点对刀具产生显著磨损之前,就以极高的速度完成切削,但这并不能从根本上解决问题,反而对机床的动态稳定性和除尘系统提出了更高要求。
车削、铣削的教科书会给我们一套标准的切削要素,如图2和图3所示。
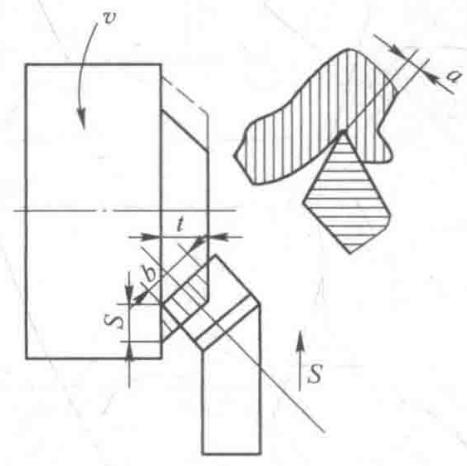
图2 车削要素示意
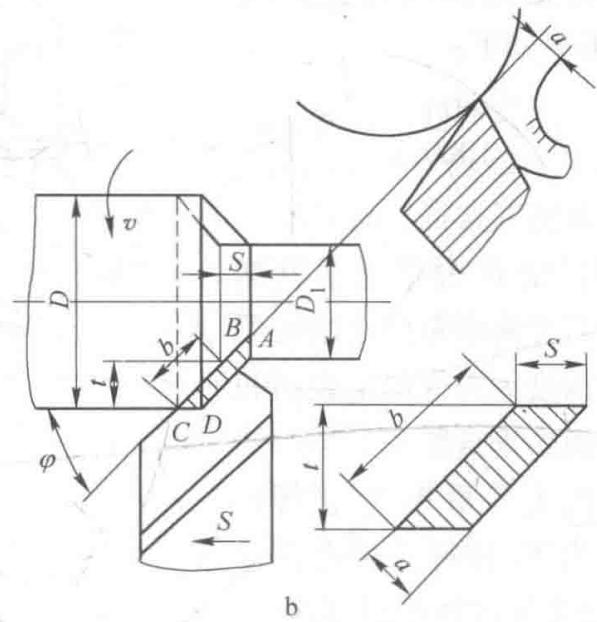
图3 车削要素示意
v、进给量 S(或 f)、吃刀深度 t(或 ap)。a 和切削宽度 b,它们共同决定了切削面积 f = a * b。这些公式定义了加工的几何关系,但它们无法告诉您最优参数组合是什么。对于石墨材料,最优参数的标定,必须回归到对材料微观结构的理解:
t 和进给量 S,配合较高的切削速度 v。这可以减少单次切削的冲击力,避免大块颗粒的崩落,是典型的“少量快跑”策略。所以,一份真正有价值的检测报告,绝非冰冷数据的堆砌,而是基于应用场景的深度解读。它能将微观世界的‘蛛丝马迹’,翻译成指导你工艺优化、供应链筛选和性能突破的‘行动指南’。当常规检测手段已无法解释您的石墨加工难题时,或许是时候寻求更深层次的微观洞察了。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,提供专业的[石墨材料加工性能检测]服务,通过高分辨SEM、XRD、拉曼光谱等手段,精准表征材料的颗粒形态、孔隙结构、石墨化度及微量硬质相,为您的材料研发与质量控制保驾护航。欢迎垂询,电话19939716636
最后,不可忽视的是,石墨加工产生的大量导电性粉尘。这些粉尘不仅是环境和健康(EHS)问题,更是设备的“慢性杀手”。它们会侵入机床的导轨、丝杠、电气系统,造成精度下降和意外停机。因此,高效的密封和负压除尘系统,是石墨加工车间的标准配置,也是评估加工成本时必须考虑的关键一环。
总而言之,石墨的精密加工是一个跨越材料科学、力学和制造工程的系统性挑战。跳出“脆性材料”的宏观框架,深入其微观结构,理解颗粒、粘结剂、孔隙与加工应力的相互作用,才是从根本上提升加工质量、控制成本、确保最终部件性能稳定可靠的核心所在。












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
