
工程师们常常拿着两份看似一模一样的规格书,困惑地问:“为什么A供应商的石墨热电偶保护管能用300次,B供应商的却在50次时就开裂?它们密度、强度明明都在允差范围内。”
这个问题切中了特种石墨应用的核心痛点:规格书上的宏观参数,往往掩盖了决定材料真实性能的微观结构差异。 对于在特种冶金、半导体、先进复合材料领域与高温炉打交道的工程师而言,理解这些“隐形”参数,是区分“能用”与“好用”,乃至规避灾难性失效的关键。
本文将跳出传统的产品罗列,从失效分析的视角,深入剖析那些真正决定工业炉用石墨制品(如保护管、加热元件、吹气管等)性能的深层因素。
在熔融金属测温场景中,石墨保护管(如图1、图2所示)需要反复经受从室温到上千摄氏度(如铁水1500℃)的极限温差考验。其失效形式通常是炸裂或出现宏观裂纹。
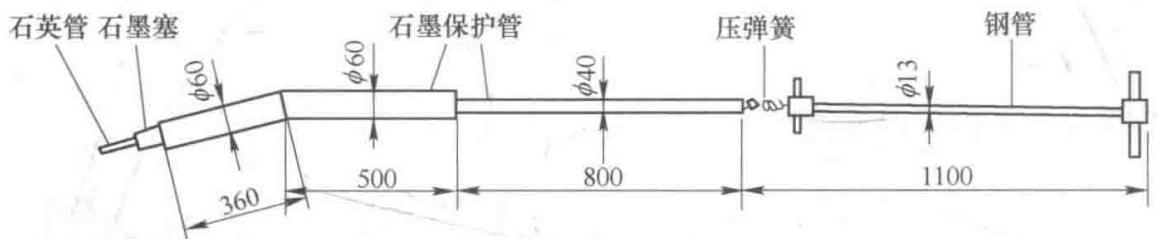
图1 温度计保护管示意图
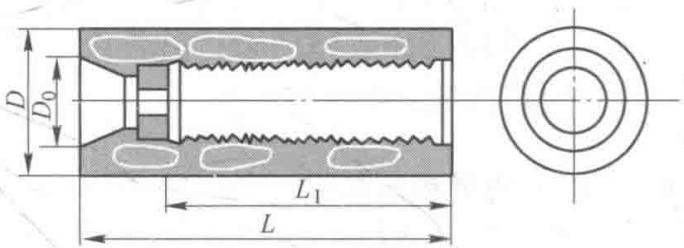
图2 热电偶用人造石墨保护套
常见的认知误区: 认为只要是石墨,耐热冲击性就一定好。或者,仅仅关注材料的热膨胀系数(CTE)。
深层原因: 优异的耐热冲击性,源于“低热膨胀系数”和“高导热率”的组合,但这还不够。真正让高品质石墨能够“笑对”急冷急热的,是其内部的微观结构。高品质的等静压石墨或细颗粒石墨,其内部存在大量均匀分布的、微小的各向异性区域和微孔隙。这些结构在热应力作用下,能通过产生微裂纹来吸收和耗散能量,从而阻止灾难性的宏观裂纹扩展。
换言之,材料的热膨胀系数(CTE)决定了它会不会裂,而它的微观结构决定了它能“裂”多少次而不彻底断裂。
对于C/C复合材料制成的冷却/加热管这类更尖端的应用,情况更为复杂。其性能不仅取决于碳纤维和基体碳的本征属性,更取决于两者之间的界面结合强度。一个看似致密的C/C管,如果界面结合过强或过弱,在极限热冲击下都可能失效。
检测与诊断方案:
热物性分析: 通过激光导热仪精确测量材料在不同温度下的热导率和热扩散系数,评估其热量疏散能力。
孔径分布与比表面积(BET/BJH): 分析孔隙的大小、形态和分布,判断其作为应力缓冲区的有效性。
扫描电镜(SEM)下的原位加载或断口分析: 直接观察裂纹的萌生与扩展路径,揭示是穿晶断裂还是沿晶断裂,从而判断材料的薄弱环节。
在有色金属(如铝、镁)精炼中,使用石墨吹气管(图3)通入N₂或Cl₂来除杂;在炼钢中,则用注入管吹入CaC₂等脱硫剂。这些应用场景对石墨的化学惰性和抗侵蚀性提出了极高要求。
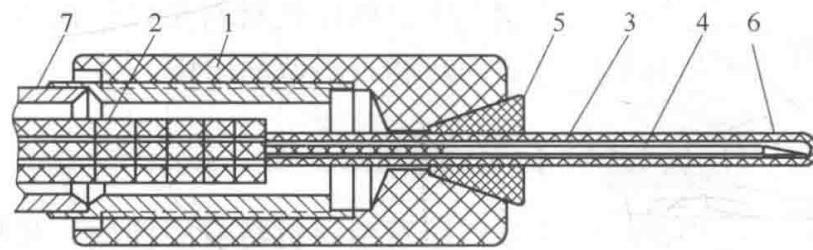
图3 钨一钼热电偶工作部分的保护装置
常见的认知误区: 认为石墨不与金属熔体润湿,因此不会发生反应,只要“致密”即可。
深层原因:
孔隙的“毛细作用”: 所谓的“致密”是个相对概念。如果材料存在连通的开放孔隙,即使孔径很小,高温熔融金属或高活性气体(如Cl₂)也会在压力和毛细作用下渗入材料内部,从内部开始侵蚀,导致结构强度迅速下降。
微量杂质的催化氧化/反应: 对于高纯度要求的半导体和特种合金行业,石墨部件(如加热器、坩埚、过滤器)中的微量金属杂质(如Fe, V, Na, K等)是致命的。这些元素在高温下可能从石墨中析出,污染高纯硅或合金。更隐蔽的风险是,这些金属元素是碳氧反应的强效催化剂。在真空度不高或有微量残余氧气的环境中,它们会大大加速石墨部件的氧化烧蚀,显著缩短其寿命。
对于半导体和特种合金而言,石墨部件的‘纯度’不是一个百分比,而是一份详细的元素‘黑名单’。 要求灰分含量低于0.02%(200ppm)只是基础,关键在于那些ppb级别的催化活性元素是否得到有效控制。
检测与诊断方案:
高辉光放电质谱(GDMS)/电感耦合等离子体质谱(ICP-MS): 对石墨进行全元素扫描,可检测从主量到ppb级的70多种元素含量,精准绘制材料的“杂质指纹”。
压汞法与气体吸附法联用: 综合评估材料的开放孔隙率、闭合孔隙率以及孔径分布,判断其抵抗介质渗透的能力。
石墨棒(表1)和炭管(表2、3、4)是电阻炉中最常用的加热元件。其核心性能指标是电阻率。然而,批次间加热元件寿命天差地别,或单个元件出现局部过热烧毁(“热点”),是生产中最头疼的问题之一。
表1 小石墨棒的规格和质量
| 直径/mm | 长度/mm | 平均质量/kg |
|---|---|---|
| 额 定 | 容许误差 | 额 定 |
| 20 | ±1.5 | 1000 |
| 20 | ±1.5 | 1200 |
| 25 | ±1.5 | 1000 |
| 25 | ±1.5 | 1200 |
| 32 | ±1.5 | 1300 |
| 40 | 2.0 | 1400 |
常见的认知误区: 采购时只关注规格书上给出的平均电阻率值,例如要求不大于11μΩ·m。
深层原因: 平均电阻率并不能保证加热的均匀性。石墨制品的电阻率与其石墨化程度、微晶尺寸、致密度和杂质含量高度相关。在大型石墨化炉(图4)中,不同位置的温度场差异会导致同一根制品不同部位的石墨化度不均匀,进而造成电阻率的局部波动。当电流通过时,电阻率偏高的区域会产生更多热量,形成“热点”,温度升高又会进一步增大该点电阻,形成恶性循环,最终导致局部过热烧毁。
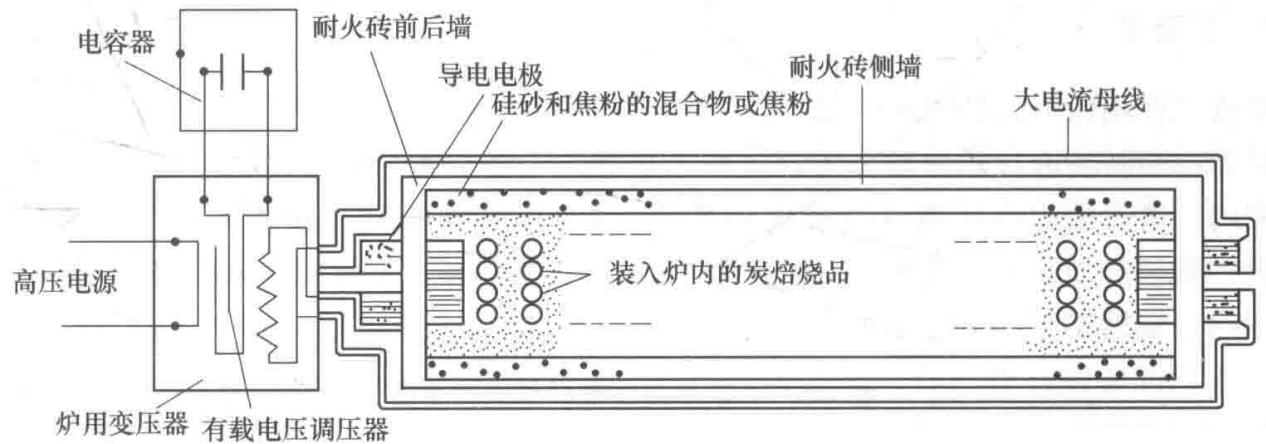
图4 石墨化炉平面概略图
一个均匀的发热体,其价值不在于平均电阻率有多低,而在于电阻率的方差有多小。
表2 电阻炉用炭管的规格和质量
| 外径/mm | 内径/mm | 长度/mm | 容许壁厚度 /mm | 平均质量 /kg |
|---|---|---|---|---|
| 额 定 | 容许误差 | 额 定 | 容许误差 | 额 定 |
| 72 | ±2 | 60 | -4 | 550 |
| 86 | +4~-1 | 75 | +1~-5 | 1075 |
| 150 | +6~-2 | 110 | ±5 | 975 |
表3 氯化用炭管和拉希环用炭管的规格和质量
| 技术条件 | 外径/mm | 内径/mm | 长度/mm | 平均质量/kg | 弯曲度(挠曲度)(不大于长度的比例)/% |
|---|---|---|---|---|---|
| 额定 | 容许误差 | 额定 | 容许误差 | 额定 | |
| 氯化用炭管 | 32 | ±2 | 24 | ±2 | 1300 |
| 拉希环用炭管 | 72 | +2~-2 | 60 | +1~-5 | 500 |
表4 渗硅炉用炭管的规格和质量
| 外径/mm | 内径/mm | 长度/mm | 容许壁厚差/mm | 平均质量/kg | 弯曲度(挠曲度),(不大于长度的比例)/% |
|---|---|---|---|---|---|
| 额定 | 容许误差 | 额定 | 容许误差 | 额定 | 容许误差 |
| 96 | +7,-3 | 75 | +3,-7 | 1500 | +50,-30 |
检测与诊断方案:
四探针法电阻率分布测试: 沿加热元件轴向和径向进行多点测试,绘制电阻率分布图,直观地暴露“热点”隐患。
X射线衍射(XRD): 通过计算d002层间距和晶粒尺寸(Lc),精确表征材料的石墨化度,将其与电阻率数据关联,找到工艺控制的关键。
拉曼光谱(Raman): 分析ID/IG比值,评估石墨晶格的有序度和缺陷水平,这与电导率和热导率直接相关。
工业炉用的炭/石墨制品,远非简单的“耐火材料”。它们是集导热、导电、结构支撑和化学惰性于一体的功能部件。一份真正有价值的检测报告,绝非冰冷数据的堆砌,而是基于应用场景的深度解读。它能将微观世界的‘蛛丝马迹’,翻译成指导你工艺优化、供应链筛选和性能突破的‘行动指南’。当常规检测手段已无法解释您的困惑时,或许是时候寻求更深层次的微观洞察了。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,提供专业的工业炉石墨制品检测分析服务,为您的材料研发与质量控制保驾护航。欢迎垂询,电话19939716636












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
