
作为一名在精工博研实验室深耕多年的碳材料科学家,我见过太多令人扼腕的案例:规格书上几乎一模一样的两批次C/C复合材料,一批在火箭发动机喷管中表现完美,另一批却在测试中提前烧蚀失效,导致数百万的研发投入付诸东流。问题出在哪里?
答案往往隐藏在常规性能参数表之下。对于在航空航天、先进推进系统领域工作的工程师和科学家而言,真正的挑战并非选择碳材料,而是如何确保您手中的这块碳,其微观世界的真实状态,与它在极限工况下所需扮演的角色完全匹配。本文将剥开层层迷雾,直击宇航级碳/石墨材料性能背后真正的决定性因素。
固体火箭发动机喷管喉衬,无疑是材料科学的“炼狱”。这里,燃气温度可达3000°C,气流速度是超声速,而材料背面温度却相对低得多,形成了巨大的温度梯度。
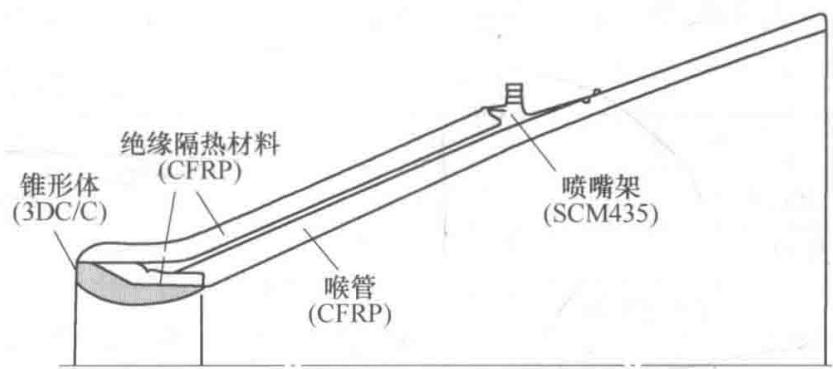
图1 火箭发动机用喷嘴的结构
从传统石墨升级到碳纤维增强的C/C复合材料,我们获得了更轻的质量、更高的强度和更优异的抗热冲击性。这使得喷管可以设计得更薄,从而获得更高的开口比和质量比,最终提升火箭的比推力。这只是故事的开篇。
真正的魔鬼藏在细节里:
纤维-基体界面结合度: 界面是应力传递和裂纹偏转的关键。一个“空心”的界面,即便纤维和基体各自性能再好,在热冲击下也会迅速分崩离析。
孔隙结构与分布: C/C复合材料的致密化过程(如沥青浸渍-焙烧或化学气相沉积)不可避免地会留下残余孔隙。这些孔隙的尺寸、形态和连通性,直接决定了高温燃气的渗透深度和烧蚀速率。仅仅一个体积密度参数,无法告诉你这些致命孔隙的真相。
抗氧化能力: 在液体火箭或吸气式冲压发动机中,即便温度“仅有”1750°C,氧化环境也成为头号杀手。此时,材料本身以及抗氧化涂层(如SiC、ZrB₂-MoSi₂等)的质量变得至关重要。涂层的附着力、厚度均匀性、以及与基体间的热膨胀系数(CTE)匹配度,任何一点瑕疵都可能导致“千里之堤,溃于蚁穴”。
在离子发动机等精密航天器中,石墨部件的尺寸稳定性压倒一切。例如,离子发动机的栅极板间隙通常在0.5mm以下,任何微小的热变形都可能导致推力异常甚至短路。

图2 离子发动机的外观
C/C复合材料凭借其远低于金属钼(Mo)的线膨胀系数,成功将栅极板的溅射寿命延长了2倍以上。然而,对于大尺寸、高密度、高导热的特种石墨(或称“宇航石墨”)而言,一个被普遍忽视的细节是——各向异性。
通过特殊的成型工艺(如热压),石墨晶粒会产生择优取向,这赋予了材料极强的方向性。让我们来看看一组典型的高性能石墨(Z系列)与传统ATJ石墨的性能对比,这里隐藏着关键信息:
表1:特种石墨(Z系列)与标准石墨(ATJ)性能对比分析(注:原始数据单位经换算与整理,旨在突出性能趋势与各向异性比)
| 性质 | 单位 | 方向 | ZTA | ZTC | ZTE | 标准牌号 ATJ | 各向异性解读 |
|---|---|---|---|---|---|---|---|
| 体积密度 | g/cm³ | - | 1.95 | 1.95 | 1.95 | 1.73 | Z系列通过反复浸渍,致密度远超常规材料。 |
| 线膨胀系数 (CTE) | 10⁻⁶/°C | 平行颗粒 | 0.70 | 1.80 | 0.80 | 2.20 | 平行方向CTE极低,提供优异的尺寸稳定性。 |
| 垂直颗粒 | 8.20 | 5.50 | 5.50 | 3.40 | 垂直方向CTE高出近10倍!这是设计时必须考虑的陷阱。 | ||
| 热导率 | W/(m·K) | 平行颗粒 | 179 | 242 | 154 | 117 | 平行方向是优异的散热通道。 |
| 垂直颗粒 | 67 | 138 | 71 | 88 | 垂直方向导热性显著下降,可能造成局部热点。 | ||
| 挠曲强度 | MPa | 平行颗粒 | 37.2 | 16.5 | 29.6 | 27.6 | 力学性能同样表现出强烈的方向性。 |
| 垂直颗粒 | 16.7 | 12.4 | 15.9 | 24.8 | 沿颗粒方向强度更高,设计受力方向至关重要。 | ||
| 氮气透气率 | cm²/s | 平行颗粒 | 10⁻⁴ | — | — | 2.6 | 致密化工艺使渗透性降低了数千甚至上万倍。 |
| 垂直颗粒 | 10⁻⁵ | — | — | 2.6 | 这直接关系到抗烧蚀和在真空环境中的出气率。 |
这张表揭示了什么?对于一位结构或热控工程师来说,将ZTA石墨视为一个均质材料是灾难性的。在平行颗粒方向,它是一个热膨胀极低、导热性能优异的理想结构件;但在垂直方向,它却像另一种材料——一个热膨胀大、导热一般的部件。如果在设计中忽略了这种高达10倍的性能差异,巨大的内应力将在温变过程中轻易地撕裂部件。
这才是问题的关键所在: 一份合格的材料规格书,绝不能只提供一个平均值,而必须提供关键方向上的性能数据,并给出其各向异性比。而验证这些数据,需要专业的、多方向的微观结构与性能表征。
无论是将石墨部件焊接到金属结构上,还是为其表面涂覆抗氧化/抗腐蚀层,最终的可靠性都取决于一个看不见的层面——界面。
原文中提到的研究极具启发性:
硬焊(Brazing): 商业焊料几乎全军覆没。最终发现,如35%Au-35%Ni-30%Mo这类特殊配方的合金,才能在良好润湿石墨的同时,避免过度渗透反应,并保证焊点在熔融氟盐等恶劣环境下的耐腐蚀性。这说明,石墨的连接是一个复杂的物理化学过程,需要对合金的浸润性、流动性以及与碳的反应动力学进行精密评估。
电沉积涂层: 研究发现,2.0-2.5 Mil (约50-64μm) 厚度的金属陶瓷涂层提供了最佳防护。这表明涂层并非越厚越好。过厚的涂层会因内应力和CTE失配而在热循环中剥落。成功的涂层体系,如在铬基体中弥散ZrB₂-MoSi₂、Si₃N₄、TaC等陶瓷颗粒,其核心在于通过复合效应,在保证防护性的同时,有效缓解了热失配。
这些研究共同指向一个结论:界面的成功,是材料体系成功的基石。 评估一个涂层或焊点,不能只看其宏观结合力,更要深入分析其微观形貌、元素扩散层厚度、相组成以及是否存在微裂纹。
当您的宇航级碳材料性能不达预期,或者在关键应用中遭遇瓶颈时,一份常规的检测报告可能已无法提供答案。您需要的,是能够将微观世界的“蛛丝马迹”翻译成指导您工艺优化、供应链筛选和性能突破的“行动指南”。
面对各向异性难题,我们不仅测量CTE和热导率,更通过X射线衍射(XRD)分析晶粒取向度,从根源上解释性能差异,并利用X射线计算机断层扫描(X-CT)技术无损地揭示内部结构的方向性。
面对烧蚀和孔隙问题,我们利用高精度压汞仪和气体吸附法精确描绘0.5μm以下的微孔分布,并结合热重分析(TGA)模拟烧蚀过程,定量评估材料的抗烧蚀能力。
面对界面失效,我们采用聚焦离子束(FIB)和扫描电镜(SEM)对界面进行微米甚至纳米级的切片和观察,结合能谱分析(EDS)确定元素迁移,从根本上诊断涂层剥落或焊接失败的原因。
一份真正有价值的检测报告,绝非冰冷数据的堆砌。当常规检测手段已无法解释您的困惑时,或许是时候寻求更深层次的微观洞察了。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,提供专业的宇航级碳材料检测分析服务,为您的材料研发与质量控制保驾护航。欢迎垂询,电话19939716636












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
