
又是这样。两批次的石墨部件,供应商提供的规格书(Datasheet)一模一样——密度、强度、电阻率,所有宏观参数都在允差范围内。但一上生产线,一批表现完美,另一批却导致产品良率断崖式下跌。研发工程师、工艺工程师、采购经理,每个人都在追问:问题到底出在哪?
这是一个在半导体热场、先进冶金和新一代核能领域中屡见不鲜的昂贵困惑。作为在碳材料失效分析与表征领域深耕多年的首席科学家,我可以负责任地告诉你:决定高端碳/石墨材料性能的,并非那几个孤立的宏观参数,而是其内部错综复杂的微观结构和无法在常规规格书上体现的工艺痕迹。
今天,我们就以几种典型的特种碳材料为例,一起深入微观世界,揭开规格书背后的“隐形变量”。
在核燃料包覆、半导体设备等要求严苛密封性的领域,不透性石墨是关键材料。为了封堵普通石墨中固有的孔隙,通常采用两种主流方法:液相浸渍和气相浸渍(CVI)。但魔鬼,恰恰藏在这些工艺细节里。
液相浸渍的“内伤”:使用呋喃树脂等有机物进行多次浸渍-焙烧,确实能将材料的透气率降低数个数量级。但代价是什么?树脂在高温炭化过程中会发生剧烈收缩,在材料内部产生大量肉眼不可见的微裂纹。这些裂纹是天然的应力集中点,是未来在热冲击或机械载荷下发生灾难性失效的“定时炸弹”。你的规格书上只标注了漂亮的低透气率和提升后的抗弯强度,却不会告诉你材料内部早已遍布“内伤”。
CVI工艺的“皮肤效应”:化学气相浸渍(CVI)利用甲烷、丙烷等气体在高温下裂解生炭,以填充孔隙。这听起来更完美?未必。如果工艺温度、气体流速和压力控制稍有不当,极易导致“表面封口”——热解炭优先在材料表层沉积,过早地堵塞了气体进入内部的通道。最终你得到的是一个看似致密,实则“外强中干”的部件。其内部依然疏松,在高温高压的服役环境下,这种不均匀性会成为致命的弱点。
如何看穿这一切? 仅靠标准的密度和透气性测试是无力的。我们需要借助高分辨率扫描电镜(SEM)观察裂纹的形态与分布,甚至动用微计算机断层扫描(Micro-CT)技术,对整个部件进行三维无损成像,才能直观地看到孔隙和裂纹的真实分布。这才是对材料“不透性”的终极审判。
热解石墨(Pyrolytic Graphite, PG)是材料界的“双面派”。它通过碳氢气体在高温基材上定向沉积而成,其六方碳网面高度平行于沉积表面。这种独特的结构带来了极致的各向异性。
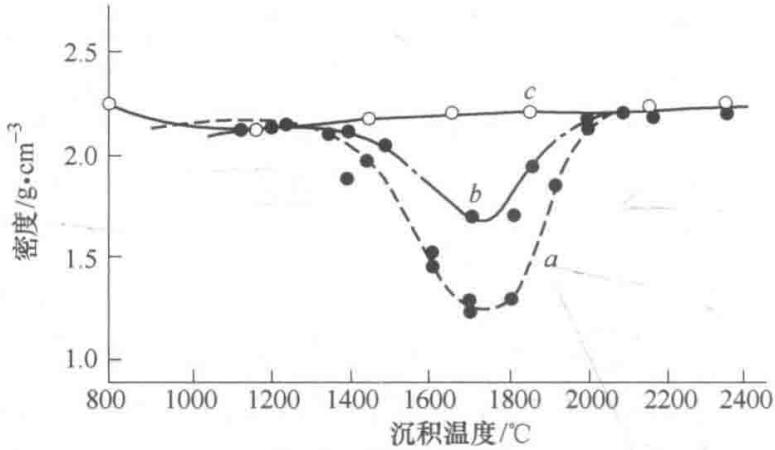 图1:热解石墨的沉积温度与密度关系揭示的工艺陷阱
图1:热解石墨的沉积温度与密度关系揭示的工艺陷阱
性能的“方向性”:如表1所示,PG在平行于沉积面(ab面)的方向上,热导率极高,可与金属媲美;而在垂直方向(c轴),其导热性却堪比陶瓷,是绝佳的隔热体。如果你的规格书只给出一个笼统的热导率值,而没有指明测试方向,这个数据就毫无意义。对于半导体热场、航天发动机喷管等应用,方向搞错,结果就是从“高效散热”变成“局部过热”,后果不堪设想。
工艺中的“隐形杂质”:图1揭示了一个更隐蔽的秘密。在特定压力和温度下(例如1700℃附近),PG的密度反而会出现一个低谷。教科书解释这是因为气相中生成了“烟垢”(soot),并被包藏在沉积层中。这些烟垢本质上是无定形的碳团,是严重的结构缺陷,会显著破坏PG的导热和力学性能。你的供应商会告诉你这些吗?常规的密度测试只会告诉你“密度不达标”,却无法告知你“为什么不达标”,更无法指导你如何优化沉积工艺。
要真正驾驭热解石墨,必须进行深度的微观结构表征。X射线衍射(XRD)可以精确评估其取向度(即d₀₀₂层间距),拉曼光谱(Raman)的I_D/I_G比值能揭示烟垢等缺陷的存在。将这些微观信息与采用激光闪射法(Laser Flash)测得的方向性热导率关联分析,才能构建起完整的性能画像。
表1:热解石墨与普通石墨的典型特性对比
| 特性(室温) | 热解石墨 | 普通石墨 |
|---|---|---|
| 假密度 / g·cm⁻³ | 1.80 ~ 2.20 | 1.62 ~ 2.0 |
| 抗拉强度 / MPa | 103 ~ 138 | 14 ~ 28 |
| 热导率 / W·(m·K)⁻¹ (平行//) | 158 ~ 388 | ~188 |
| 热导率 / W·(m·K)⁻¹ (垂直⊥) | 2.0 ~ 3.5 | ~188 |
| 比电阻 (平行//) / μΩ·m | 2.0 ~ 2.5 | 8.0 |
| 线膨胀系数 (平行//) / 10⁻⁶·℃⁻¹ | ~0.67 | 1 ~ 2 |
有些碳材料的优异性能,甚至来自于其结构的“不完美”或元素的“微调”。
玻璃炭(Glassy Carbon)的“乱中取胜”:与追求高度结晶的石墨相反,玻璃炭由酚醛树脂等高分子预聚体炭化而成,其内部是三维乱序交联的碳原子网络,几乎没有石墨的层状结构。这种“乱”,赋予了它玻璃般的硬度、极低的透气性(可达10⁻¹² cm²/s)和出色的耐化学侵蚀性。更有趣的是,其无序结构对中子辐照等损伤表现出比常规石墨更好的稳定性。在半导体离子注入、生物传感器等领域,是它的“乱”而非“序”在创造价值。
掺硼石墨的“点睛之笔”:在核屏蔽应用中,需要加入硼来吸收中子。但硼是如何加入的?是以原子形式替换碳(固溶),还是以碳化硼(B₄C)颗粒形式弥散分布?这两种形态的性能和稳定性天差地别。例如,B₄C在高温水汽环境下,其保护性氧化层会失效,导致硼以挥发性氧化物的形式流失,屏蔽效果大打折扣。所以,仅仅知道“含硼10%”是远远不够的,关键在于硼的存在形态、分布均匀性以及基体材料的纯度。ppb级的碱金属杂质,都可能在高温下成为催化硼氧化流失的元凶。
对于这类功能性碳材料,其失效分析和质量控制必须深入到元素层面。辉光放电质谱(GD-MS)能够实现ppb级的全元素分析,而扫描电镜结合能谱仪(SEM-EDS)则能直观地给出硼等关键元素的分布地图。
表2:掺硼碳/石墨材料的典型性质
| 性质 | 单位 | 加硼的炭 | 加硼的石墨 |
|---|---|---|---|
| 硼含量 | % | 1~10 | 1~10 |
| 除硼外的灰分 | % | <0.5 | <0.2~0.5 |
| 松密度 | g/cm³ | 1.4~1.6 | 1.6~1.7 |
| 挠曲强度 | MPa | 12.4 ~ 20.7 | 10.3 ~ 17.2 |
| 比电阻 | 10⁻⁴ Ω·cm | 60~70 | 12~16 |
| 热导率 | W/(m·K) | 5.0 ~ 7.1 | 20.9 ~ 38.0 |
表3:“R”系列高性能石墨与标准石墨性质对比
| 性质 | 单位 | RVA | ATL (标准) | ATJ (标准) |
|---|---|---|---|---|
| 最大颗粒尺寸 | mm | 0.762 | 0.762 | 0.152 |
| 松密度 | g/cm³ | 1.84 | 1.78 | 1.73 |
| 挠曲强度 (平行) | MPa | 25.5 | 15.1 | 27.6 |
| 热导率 (平行) | W/(m·K) | 108.5 | 112.7 | 116.9 |
| 透气率 (平行) | Darcys | 0.0006 | 0.068 | 0.018 |
从不透石墨的微裂纹,到热解石墨的方向性,再到功能碳材料的元素形态,我们不难发现,一张宏观参数规格书所能承载的信息是极其有限的。它无法告诉你工艺的稳定性,无法预警潜在的失效模式,更无法指导你进行材料的迭代优化。
所以,一份真正有价值的检测报告,绝非冰冷数据的堆砌,而是基于应用场景的深度解读。它能将微观世界的“蛛丝马迹”,翻译成指导你工艺优化、供应链筛选和性能突破的“行动指南”。当常规检测手段已无法解释您的困惑,当您的产品因材料的批次差异而备受困扰时,或许是时候寻求更深层次的微观洞察了。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,提供专业的特种石墨材料检测服务,为您的材料研发与质量控制保驾护航。欢迎垂询,电话19939716636












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
