
对于身处核能、先进反应堆设计领域的工程师与科学家而言,一份完美的核石墨材料规格书,仅仅是漫长征途的开始。当石墨构件在反应堆内经受数年严酷的中子辐照后,其性能表现为何会与初始数据“渐行渐远”,甚至出现意料之外的尺寸畸变、导热骤降乃至开裂?这背后隐藏的,是原子尺度下一场剧烈而复杂的“微观战争”——核石墨的辐照损伤。
这并非简单的材料老化,而是一个涉及原子位移、缺陷演化、宏观性能耦合的动态过程。忽视其复杂性,仅仅依赖出厂参数进行设计,无异于在迷雾中航行。作为首席碳材料科学家,我们(精工博研)的工作,就是揭开这层迷雾,将微观世界的“蛛丝马迹”,翻译成指导您进行材料选型、寿命预测和安全评估的“行动指南”。
中子,这个不带电的粒子,却是石墨晶格的“终极破坏者”。一个高能中子(>0.1 MeV)撞击碳原子,就像一颗台球母球撞开球堆,会引发一连串的级联碰撞。仅需约25eV的能量,一个碳原子就会被“打”出它在石墨烯层内的稳定格点,形成一个空位(Vacancy)和一个游离的间隙原子(Interstitial)。这就是最基本的损伤单元——弗伦克尔对(Frenkel Pair)。
然而,这只是灾难的序幕。被撞出的高能碳原子会继续撞击其他原子,产生大量的二次、三次位移。一个2MeV的中子,最终可能导致数千个碳原子偏离“故土”。这些无家可归的间隙原子和它们留下的空位,便是辐照损伤的根源。它们的存在与演化,将从根本上改变石墨的一切。
这些被创造出的点缺陷并非一成不变。它们在晶格中迁移、聚集,形成更复杂的缺陷结构,其行为高度依赖于辐照温度和剂量:
间隙原子团簇: 活跃的间隙原子会迅速抱团,形成小型的C₂、C₃集团,或是在石墨层间形成新的、不完整的碳原子层,即间隙环(Interstitial Loops)。
空位团簇: 在较高温度下(>500°C),空位也开始具备迁移能力,它们会聚集形成**空位环(Vacancy Loops)**或微小的孔洞。
位错与堆垛层错: 这些缺陷的形成与生长,会钉扎晶面间的位错,阻碍滑移,并破坏完美的ABAB堆垛顺序。
透射电子显微镜(TEM)下的观察清晰地揭示了这一过程。在低温辐照下,我们看到的是弥散的“黑白斑点”;而在高温下,则能看到轮廓分明的间隙环和空位环。正是这些微观结构的演变,直接导致了宏观性能的剧烈变化。
| 缺陷类型 | 形成温度 | 饱和特性 | 对性能的关键影响 |
|---|---|---|---|
| 间隙原子团簇 | 所有温度 | 低温下易饱和 | 导致晶格c轴膨胀,是储能的主要来源之一 |
| 间隙环 | 所有温度 | 不饱和,持续生长 | 尺寸变化和硬化的主因 |
| 单个空位/小空位团 | 所有温度 | 易饱和 | 增加电、热散射,导致电导、热导下降 |
| 坍塌的空位团 | 所有温度 | 不饱和 | 导致晶格a轴收缩,加剧各向异性 |
| 空位环 | >500°C | 不饱和 | 高温下尺寸变化的重要因素 |
表1:辐照石墨中主要缺陷类型及其关键影响
金句:核石墨的性能漂移,本质上是其内部缺陷种类、密度和形态随时间和温度演化的宏观投影。
微观结构的剧变,必然引发宏观性能的连锁反应。这些变化环环相扣,共同决定了石墨构件的服役行为和最终寿命。
辐照引起的尺寸变化是核石墨应用中最核心的挑战。它并非简单的热胀冷缩,而是复杂的、各向异性的、且与工况密切相关的行为。
晶格尺度: 间隙原子撑大石墨层间距(c轴膨胀),而空位坍塌则导致层内收缩(a轴收缩)。
宏观尺度: 这种晶格畸变传递到宏观构件上,表现为:
各向异性: 对于挤压或模压成型的石墨,垂直于成型压力方向通常表现为膨胀,而平行方向在初期甚至会收缩(见图1)。这种不一致的形变是内部应力累积和开裂的根源。
先收缩后膨胀: 在特定温度区间(如300-800°C),许多核级石墨会经历一个先收缩再快速膨胀的“翻转”过程(见图2)。如果设计裕量未能覆盖这个翻转点,将导致灾难性后果。
初始结构依赖性: 石墨的石墨化度、密度、原始热膨胀系数(CTE)和晶粒取向度,都深刻影响其尺寸变化轨迹(见图3,图4)。高石墨化度、高密度的材料,其尺寸变化通常更为剧烈。
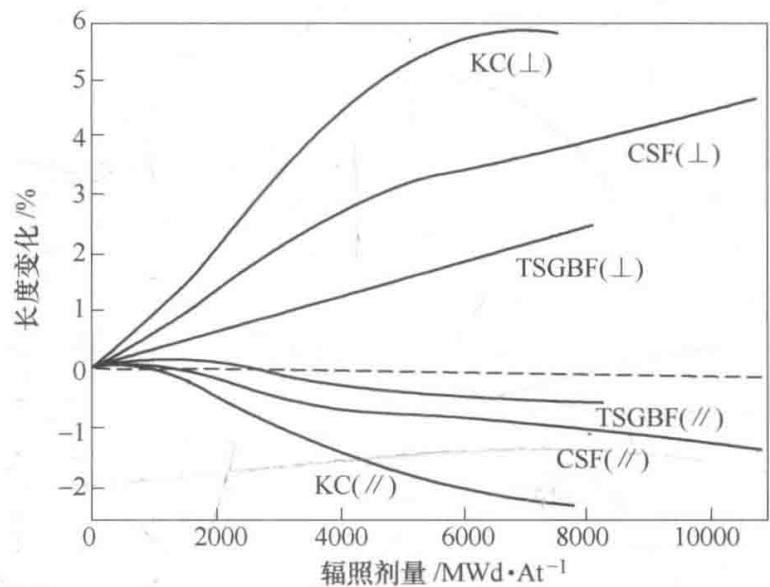 图1:不同类型石墨在辐照下表现出迥异的各向异性尺寸变化
图1:不同类型石墨在辐照下表现出迥异的各向异性尺寸变化
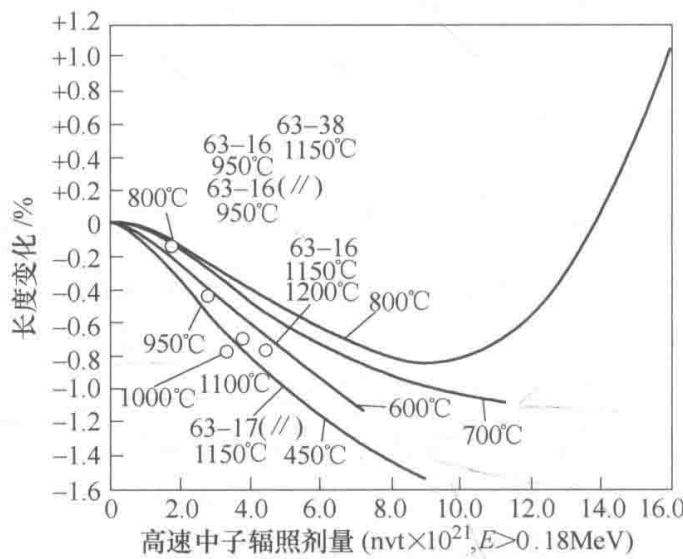 图2:辐照温度和剂量共同决定了尺寸变化的复杂路径,注意高剂量下的“翻转”膨胀
图2:辐照温度和剂量共同决定了尺寸变化的复杂路径,注意高剂量下的“翻转”膨胀
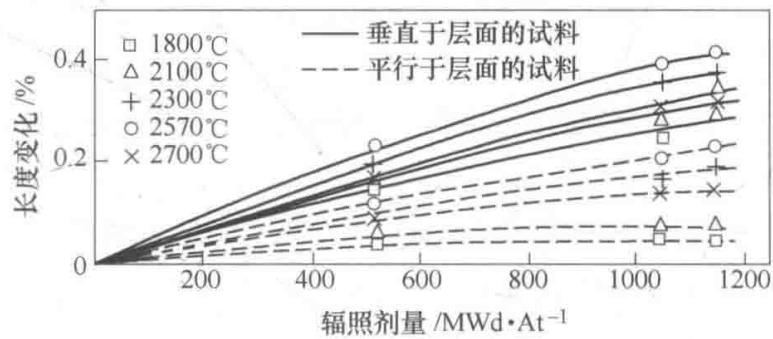 图3:石墨化温度越高,晶体结构越完善,辐照下的尺寸变化也越显著
图3:石墨化温度越高,晶体结构越完善,辐照下的尺寸变化也越显著
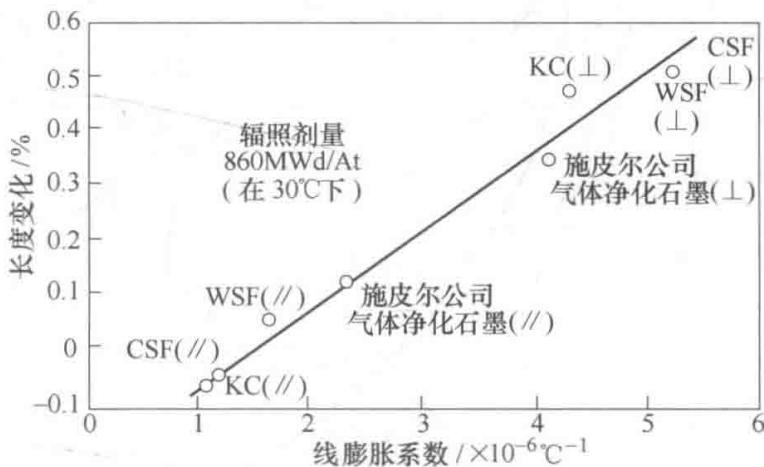 图4:辐照前的线膨胀系数(CTE)与辐照尺寸变化存在强相关性,是重要的预测指标
图4:辐照前的线膨胀系数(CTE)与辐照尺寸变化存在强相关性,是重要的预测指标
晶格缺陷是声子(热量载体)的强大散射中心。因此,辐照会使石墨的热导率急剧下降,有时会降低一个甚至两个数量级。热阻(热导率的倒数)在辐照初期迅速增加,随后趋于饱和(见图5)。
这个“坑”在于:热导率的衰减会导致堆芯热点温度远超设计值,不仅影响反应堆热工水力安全,还会反过来加剧石墨自身的辐照损伤和蠕变,形成恶性循环。
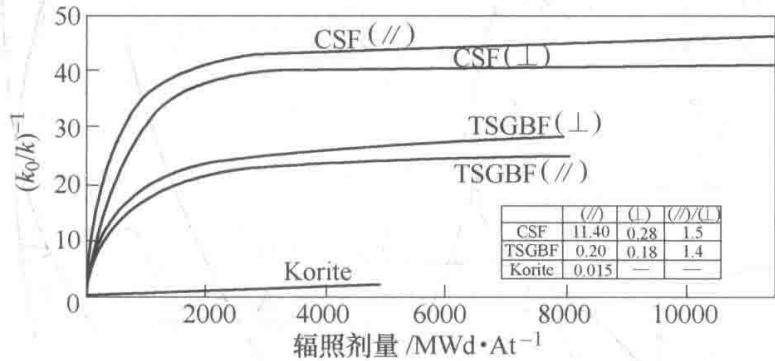 图5:辐照初期,石墨热阻急剧增加,意味着导热能力断崖式下跌
图5:辐照初期,石墨热阻急剧增加,意味着导热能力断崖式下跌
辐照缺陷对位错的钉扎效应,会显著提高石墨的杨氏模量和机械强度(见图6),材料表现为“辐照硬化”。然而,代价是塑性的丧失,材料变得更脆,断裂韧性下降。这意味着,虽然名义上“更强”,但它承受意外载荷或热冲击的能力却大大降低。同时,硬化也使其机械加工性变得极差。
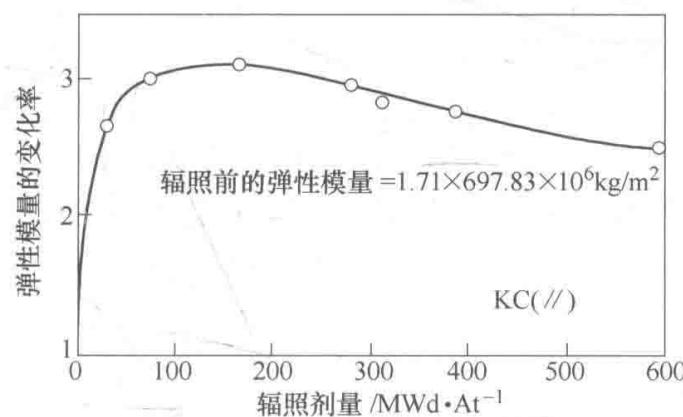 图6:杨氏模量随辐照剂量增加而显著提高,反映了材料的硬化趋势
图6:杨氏模量随辐照剂量增加而显著提高,反映了材料的硬化趋势
晶格缺陷中储存了巨大的弹性势能,这被称为维格纳能(Wigner Energy)。当辐照后的石墨被加热到一定温度时,缺陷开始复合,储存的能量会以热的形式突然释放(见图7)。在特定条件下,这种放热可能导致温度失控,酿成严重事故(如英国温茨凯尔核事故)。
因此,对石墨的储能大小及其释放曲线进行精确的维格纳能分析,是反应堆安全评估和退役处置方案制定的关键环节。
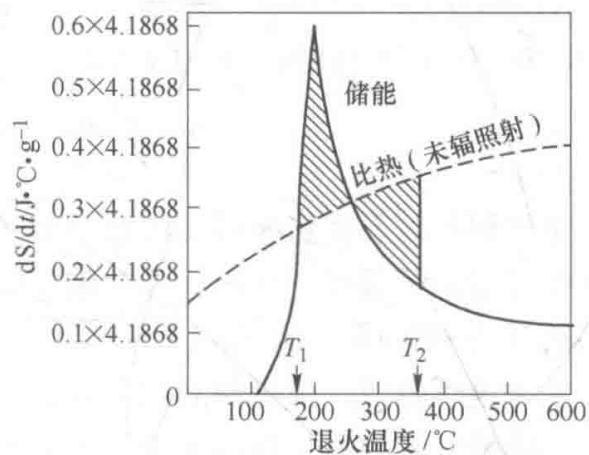 图7:典型的储能释放曲线,200°C附近的放热峰对低、中温运行的反应堆构成潜在风险
图7:典型的储能释放曲线,200°C附近的放热峰对低、中温运行的反应堆构成潜在风险
面对如此复杂的损伤行为,如何进行有效的石墨材料寿命预测?答案是:必须超越单一的参数检测,建立一套从微观机理到宏观性能的系统性关联表征方案。
基线建立: 对辐照前的石墨进行“无死角”的微观结构表征,包括但不限于:
X射线衍射(XRD): 精准测定晶格参数(d₀₀₂)、微晶尺寸(Lc, La)和石墨化度。
拉曼光谱(Raman): 定量评估晶格无序度(ID/IG比值)和缺陷类型。
高分辨透射电镜(HRTEM): 直观呈现晶格条纹、取向和原始缺陷。
物理性能: 热膨胀系数(CTE)、密度、孔隙结构(BET/压汞法)、各向异性度。
损伤量化: 对辐照后的样品,重复上述检测,并增加:
精密尺寸测量: 获取宏观尺寸变化数据。
激光热导仪: 测量热导率/热扩散系数的变化。
力学测试: 评估杨氏模量、抗弯/抗压强度的变化。
差示扫描量热法(DSC): 测量储能大小和释放谱,进行维格纳能分析。
关联与建模: 这才是价值的核心。我们将辐照前后的宏观性能变化,与XRD、Raman、TEM揭示的微观结构演化进行深度关联。例如,d₀₀₂的增大量如何关联尺寸膨胀率?I<sub>D</sub>/I<sub>G</sub>的增加如何关联热导率的下降?通过构建这样的数据库和半经验模型,我们就能基于对一种新牌号石墨的初始微观结构分析,来预测其在特定工况下的长期行为。
通过热退火,可以促使部分缺陷复合,恢复石墨的性能。然而,退火并非简单的加热。
不同缺陷的恢复需要不同的“激活能”,电阻率可能在400°C就基本恢复,而尺寸和储能的完全恢复则需要1000°C以上的高温。
更有趣的是**辐照退火(Radiation Annealing)**现象:在较高温度下进行辐照,其损伤修复效果远优于“先低温辐照、后高温退火”。
通过精巧设计的“辐照-退火”循环,可以在一定程度上控制损伤累积,延长构件寿命(见图8)。
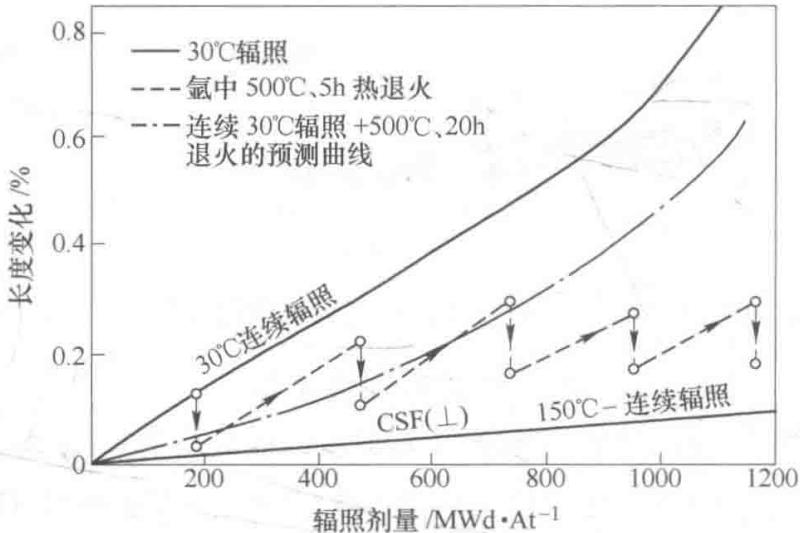 图8:“辐照-退火”循环操作对抑制尺寸变化的效果,展示了主动管理损伤的可能性
图8:“辐照-退火”循环操作对抑制尺寸变化的效果,展示了主动管理损伤的可能性
对退火行为的精准表征,是制定反应堆延寿方案和在役检查策略的科学基础。
因此,对核石墨进行全面的辐照后性能检测,并深入解析其损伤机理,已不再是单纯的质量控制,而是保障反应堆安全、延长其服役寿命的核心技术支撑。当您的材料模型无法解释实际工况下的性能漂移时,意味着您需要超越常规测试,深入到原子尺度的微观世界去寻找答案。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,提供专业的核石墨辐照损伤分析与寿命评估服务,为您的材料研发与质量控制保驾护航。欢迎垂询,电话19939716636












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
