
在高温耐火材料领域,“三石”矿物(蓝晶石、红柱石、硅线石)因其在高温下转变为莫来石并伴随体积膨胀的特性,而成为不可或缺的原料。这种可控的膨胀性是制备高品质耐火制品的关键,但如何精确驾驭这一过程,始终是工艺控制的核心议题。其热膨胀行为并非简单的物理现象,而是受原料纯度、煅烧温度以及粒度分布等多重因素交织影响的复杂物理化学过程。
当原料化学成分(即纯度)相对固定时,煅烧温度与原料粒度便成为调控其膨胀行为的两个主要杠杆。其中,莫来石化程度是决定膨胀大小的内因:转化率高,则体积膨胀显著;反之,膨胀则较为温和。我们以不同产地和粒度的蓝晶石精矿为例,深入剖析这一机制。
实验数据为我们揭示了蓝晶石在热处理过程中的具体行为。下表展示了来自三个不同产地的蓝晶石精矿,在不同粒度下,随煅烧温度(保温2小时)变化的体积膨胀情况。
表1:不同产地与粒度的蓝晶石精矿煅烧温度与体积膨胀的关系
| 编号 | 产地 | 粒度/mm | 1100°C | 1200°C | 1300°C | 1350°C | 1400°C | 1450°C | 1500°C | 1600°C |
|---|---|---|---|---|---|---|---|---|---|---|
| 马1号 | 河南桐柏 | 0.147~0.074 | 0.77 | 1.73 | 49.4 | 49.1 | 50.3 | 51.5 | 49.6 | |
| 0.074~0.054 | -0.54 | 5.9 | 39.3 | 42.9 | 42.3 | 42.4 | 42.1 | |||
| <0.054 | -0.69 | 2.72 | 39.2 | 33.6 | 39.0 | 35.9 | 34.3 | |||
| 江2号 | 江苏沭阳 | 0.147~0.074 | 5.8 | 7.1 | 26.9 | 27.5 | 35.1 | 29.5 | 10.5 | |
| 0.074~0.054 | 6.1 | 8.4 | 25.3 | 24.8 | 29.9 | 26.6 | 9.1 | |||
| <0.054 | 7.9 | 9.7 | 24.3 | 24.7 | 25.2 | 24.9 | -0.5 | |||
| 河3号 | 河南隐山 | 0.147~0.074 | 0.2 | 4.6 | 29.6 | 31.9 | 34.3 | 30.7 | 20.6 | |
| 0.074~0.054 | -2.7 | 2.2 | 18.2 | 21.6 | 22.0 | 20.8 | 10.7 | |||
| <0.054 | -2.5 | 4.7 | 14.3 | 18.1 | 18.0 | 16.5 | 7.4 |
注:表中体积膨胀值为%,试样为 Φ10 mm × 25 mm 柱体。
将这些数据绘制成曲线图,其内在规律便一目了然。
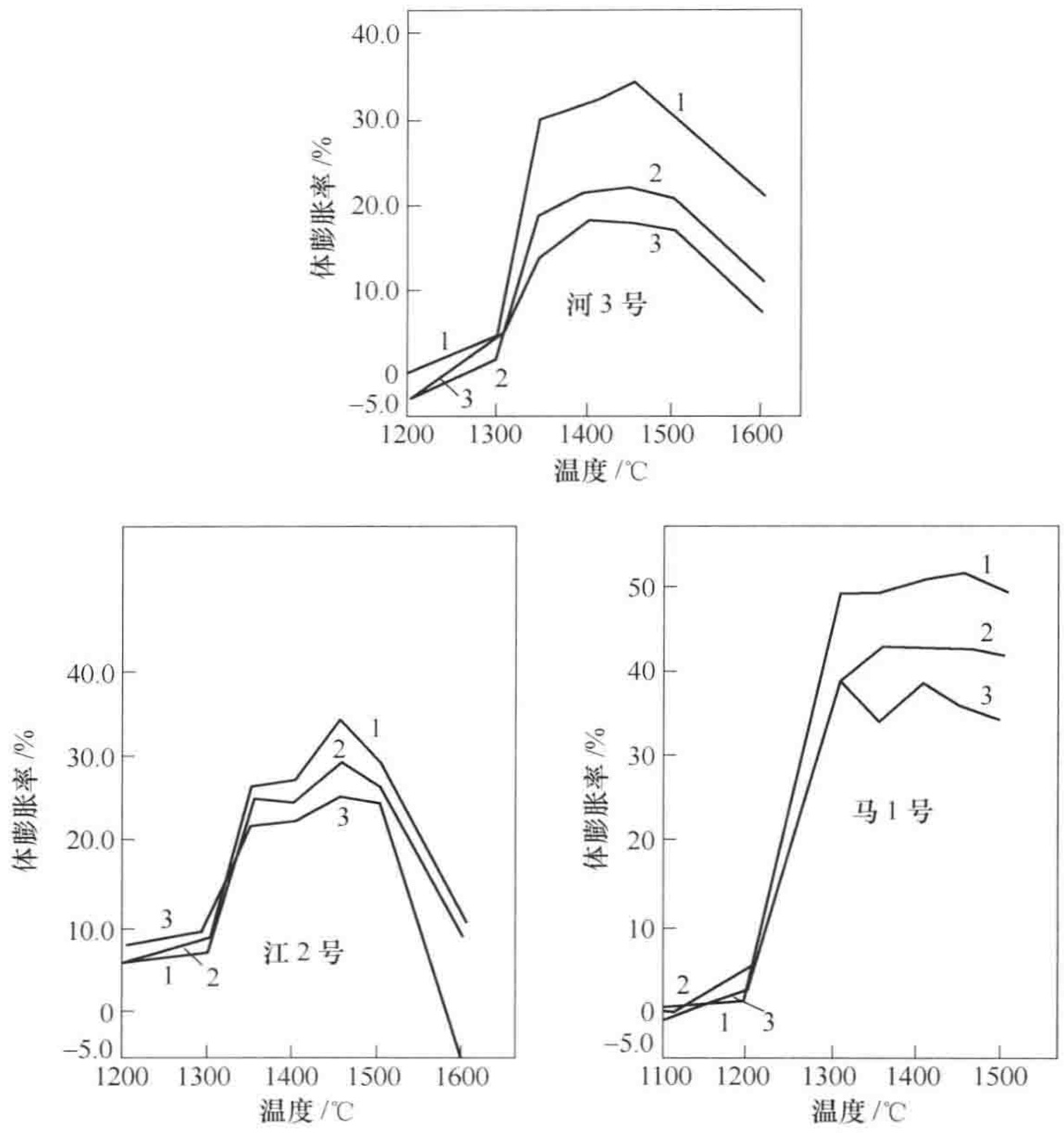
图1:蓝晶石的体膨胀率与温度的关系 (1: 0.147~0.074 mm; 2: 0.074~0.054 mm; 3: <0.054 mm)
数据揭示了一个关键的转变区间:大约在1300°C至1450°C之间,蓝晶石精矿的体积会发生一次剧烈的、近乎“失控”的膨胀。这个温度窗口,恰好是蓝晶石向莫来石转化最为剧烈的阶段。这一现象有力地证明,体积的剧烈膨胀与莫来石化过程的启动和加速紧密耦合。当温度继续攀升(例如超过1500°C),部分样品的体积反而开始收缩,这可能是由于液相生成和烧结致密化效应超过了相变膨胀所致。
在确认了温度的主导作用后,粒度的影响同样不容小觑。观察图1中的三条曲线,或者对比表1中同一产地、不同粒度的数据,可以发现一个清晰的正向相关性:在相同的煅烧温度下,原料的粒度越大,其体积膨胀也越大。反之,粒度越细,膨胀效应越不明显。
例如,河南桐柏(马1号)的样品,在1450°C时,最粗粒级(0.147~0.074 mm)的膨胀率高达51.5%,而最细粒级(<0.054 mm)的膨胀率则为35.9%,差异显著。这种规律在其他两种产地的样品中也得到了验证。
这种现象背后的机理是什么?粗颗粒在莫来石化过程中,其内部产生的应力释放和结构重排更为剧烈,宏观上表现为更大的体积效应。而细颗粒的比表面积大,反应更均匀,且颗粒间的烧结收缩效应也可能部分抵消了相变膨胀。
要精确控制最终产品的体积稳定性,就必须对特定来源和粒度分布的原料进行严谨的热膨胀性能评估。这不仅涉及简单的加热测试,更需要对相变过程进行深入分析。这正是专业检测实验室的核心价值所在。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),专业的权威第三方检测机构,专业检测耐火原料热膨胀性能,央企背景,可靠准确。欢迎沟通交流,电话19939716636
综合来看,蓝晶石乃至红柱石、硅线石等同质多象体的热膨胀行为,其本质是莫来石化相变的外在表现。要实现对这一过程的有效控制,必须抓住两个核心:
因此,对于研发工程师和品控经理而言,深刻理解原料的产地特性,并结合精确的粒度控制与热工制度设计,是驾驭“三石”矿物、实现产品性能最优化的不二法门。












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
