
熔铸AZS(氧化铝-氧化锆-二氧化硅)系列耐火材料,是现代玻璃工业窑炉不可或缺的关键构件。其中,AZS-33、AZS-36与AZS-41这三种牌号,因其共同的原料基础和仅在ZrO2含量上的差异,通常可在同一座电弧炉中通过调整配方进行柔性生产。然而,这种生产上的共性背后,隐藏着一个决定其最终应用成败的核心工艺挑战——缩孔。
缩孔,作为熔融材料凝固过程中的自然产物,其存在本身并非缺陷,但其在铸块内的位置和尺寸,却直接决定了这块砖的价值和使命。如何驾驭这一“先天特征”,将其影响最小化甚至转化为优势,是衡量AZS制品制造水平的关键。
在玻璃窑炉的严苛环境中,任何与玻璃液直接接触的耐火材料,其内部结构的均一性都至关重要。一个位置不当的缩孔,可能成为侵蚀的突破口,严重影响窑炉寿命。因此,工程师们开发了四种不同的浇铸方式,以精确控制缩孔的位置。
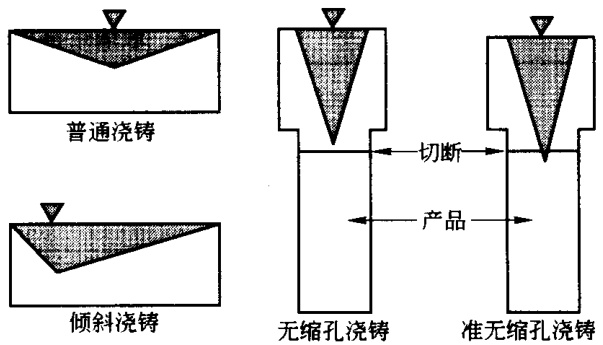
图19-9 四种浇铸方式的产品示意图
| 代号 | 名称 | 核心工艺与应用逻辑 |
|---|---|---|
| PT | 普通浇铸 | 缩孔集中于铸件上部中心,远离工作面。这种成本效益高的方式适用于与玻璃液无直接接触或接触要求不高的部位,如工作池、供料道上部结构及料盘。对于更高牌号的AZS-36和AZS-41,其优异的抗侵蚀性使其在玻璃液接触区依然有价值。 |
| QX | 倾斜浇铸 | 通过倾斜模具,将缩孔引导至铸块的一端。这一设计使其成为池壁砖的理想选择,可将缩孔侧朝向保温层,而致密的工作面则直接面对熔融玻璃。主要用于AZS-33,应用于熔化池、澄清池和工作池的池壁。 |
| ZWS | 准无缩孔浇铸 | 将大部分缩孔控制在铸块底部一个极小的区域内,工作面几乎无缩孔。这种砖同样是高性能池壁砖的优选,AZS-33和AZS-36采用此工艺后,可胜任熔化池、澄清池等关键区域的严苛挑战。 |
| WS | 无缩孔浇铸 | 这是最高级别的工艺,通过切除带有缩孔的部分,得到一块完全致密的砖材。这种“零缺陷”产品被用于窑炉中最关键、侵蚀最严重的部位,如熔化池池底铺面、流液洞、窑坎、电极砖以及加料口拐角等。AZS-41的顶级抗侵蚀性,只有通过WS工艺才能在这些极限工况下得到最充分的发挥。 |
选择哪一种浇铸工艺与AZS牌号的组合,绝非简单的成本考量,而是对窑炉不同部位工况深刻理解后的精准匹配。例如,AZS-41因其最高的抗玻璃侵蚀性和低污染特性,通常被指定用于窑炉中要求最苛刻的区域,而WS无缩孔浇铸则保证了其性能的完全释放。这种选材策略直接关系到整个窑炉的运行周期和玻璃产品的质量。
要确保采购的AZS制品真正符合设计要求,尤其是在缩孔位置和致密性这些关键指标上,单纯依赖供应商的datasheet是远远不够的。对耐火材料进行独立的第三方质量验证,分析其内部结构和物理化学性能,是规避风险、确保窑炉安全稳定运行的重要一环。这正是专业检测实验室的核心价值所在。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),专业的权威第三方检测机构,央企背景,可靠准确。欢迎沟通交流,电话19939716636
尽管AZS系列材料与玻璃工业紧密绑定,但其优异的物理性能,特别是AZS-33,为其开辟了更广阔的应用天地。
在钢铁工业,一种名为Monofrax-R的薄板砖(厚度25 mm),其化学成分与AZS-33一致,仅在显微结构上有所优化,展现出卓越的耐磨性,成功应用于高磨损工位。
更为引人注目的是其在物料输送领域的表现。当AZS-33被制成板、管、弯头等异形件后,其表现堪称惊艳:
这些数据表明,相较于橡胶衬里或普通烧结陶瓷,AZS-33制品在极端磨损工况下具备压倒性的性能优势。它甚至可以替代钛硬质合金,用作泵体螺旋内衬或皮带机刮刀,实现数年的稳定运行。
此外,行业内的最新进展还包括利用二次电熔材料制造AZS格子砖,这种再生资源的应用,为多通道蓄热室的低负荷区域提供了一种兼具性能与成本效益的解决方案。












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
