
冶炼与电化学装备最怕两件事:停机与不可预期。电极或炉衬的失效不一定来自“平均性能不足”,更多来自极端工况下的局部缺陷被迅速放大。温度梯度、热冲击、氧化与化学侵蚀会把材料的微观结构直接转译为产线层面的中断成本。
因此,传统碳与石墨材料的价值不在“新”,而在“能把边界撑住”。理解这组材料,最有效的路径是沿着典型场景把工况、材料形态与失效机制串成一条主线。
| 术语 | 含义 | 典型场景 |
|---|---|---|
| 石墨电极 | 经石墨化处理的导电电极材料 | 电弧炉炼钢(EAF) |
| 碳电极 | 仅焙烧、未石墨化的电极 | 金属硅、黄磷等冶炼 |
| 电弧炉(EAF) | 通过电弧加热熔化废钢的炼钢炉型 | 废钢熔化与精炼 |
| 高炉/转炉(BOF) | 高炉炼铁与转炉炼钢等流程装备 | 铁水与钢水生产 |
| Hall-Héroult 铝电解 | 冰晶石熔盐中电化学还原 Al2O3 | 原铝生产 |
| 阴极块/阳极 | 电解槽底部导电部件与顶部可消耗电极 | 铝电解槽 |
| 针状焦(Needle Coke) | 延迟焦化工艺得到的特种焦 | 高性能石墨电极原料 |
| 等静压细结构石墨 | 通过等静压成形获得高各向同性石墨 | 半导体与光伏制造 |
稳定电网出现后,电能被用于工业加热与电化学过程,电弧炉炼钢由此走向工程化。1891 年 Moisson 完成了电弧炉炼钢的首次示范,1906 年德国雷姆沙伊德(Remscheid)启动了首个电弧炉工厂。早期电极以焙烧碳电极为主,填料体系可能包含无烟煤与炭黑,电极直径较小。
20 世纪 1920 年代,石墨化电极逐步增多。1950 年电弧炉钢产量约 2000 万吨,1950 年后快速增长,在 1970 年代超过 1 亿吨。原料体系也发生关键变化:早期常使用焦炉室式炼焦得到的沥青焦;1960 年延迟焦化路线开发出针状焦,并在 1970 年商业化,带来石墨电极质量的量级提升。电极直径向 600 mm 级别演进后,熔化过程的稳定性与效率显著改善,单位电极消耗降到 4 kg/t 钢以下,并进一步下降到约 2 kg/t 钢的平均水平。
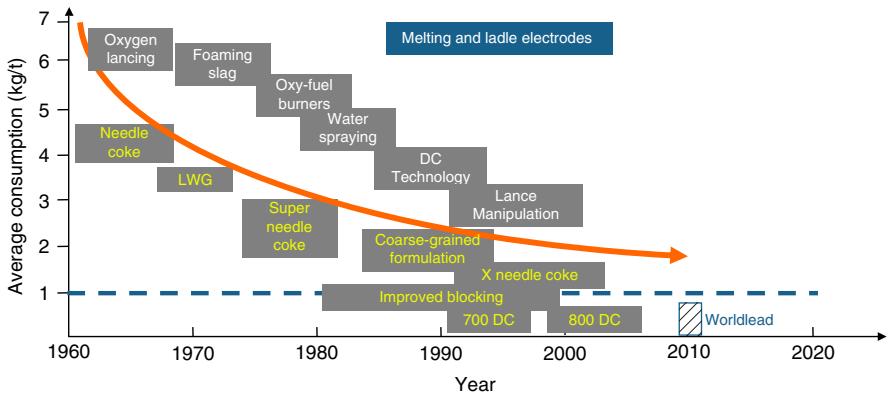
图1. 石墨电极单位消耗随时间的变化趋势
单位消耗能下降,不只来自材料本体,也来自工艺与装备的协同:原料质量、加工一致性、炉型技术与炼钢过程控制都会叠加影响。一个特别典型的例子是炉顶喷水抑制氧化,这类“工况管理”的收益往往不亚于材料配方的优化。在直流炉(DC)上,直径 800 mm 的电极曾实现 0.74 kg/t 的最低消耗记录。
石墨电极的生产已覆盖多数大洲,传统制造商包括 GrafTech International、SGL Group,以及日本的 Tokai、SDK 与 Nippon Carbon。之后印度企业跟进,近年中国也进入并扩张产能。
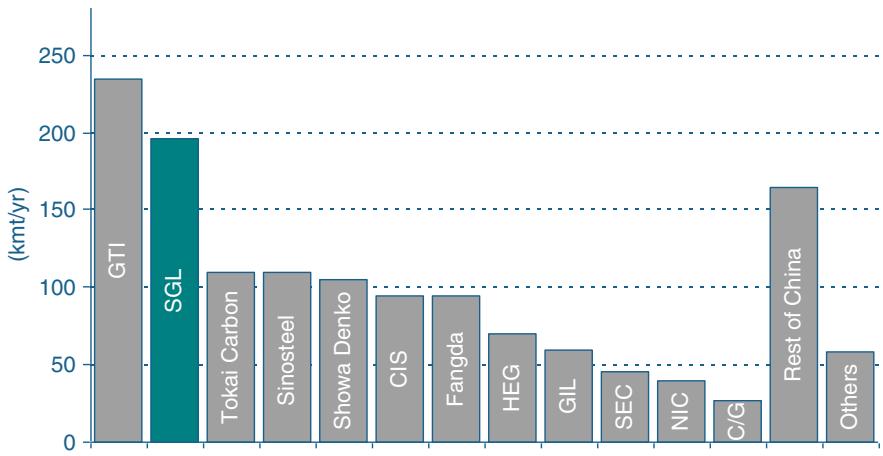
图2. 石墨电极生产商与产能分布示意(2018,SGL 自 2017 年起为昭和电工 Showa Denko)
需求侧同样在演化。2020 年电弧炉钢产量约 5.5 亿吨,而高炉钢增长更强。部分地区在废钢供给结构上更适配高炉流程,这种结构性约束会随经济体成熟而变化,电弧炉路径可能重新提升权重。
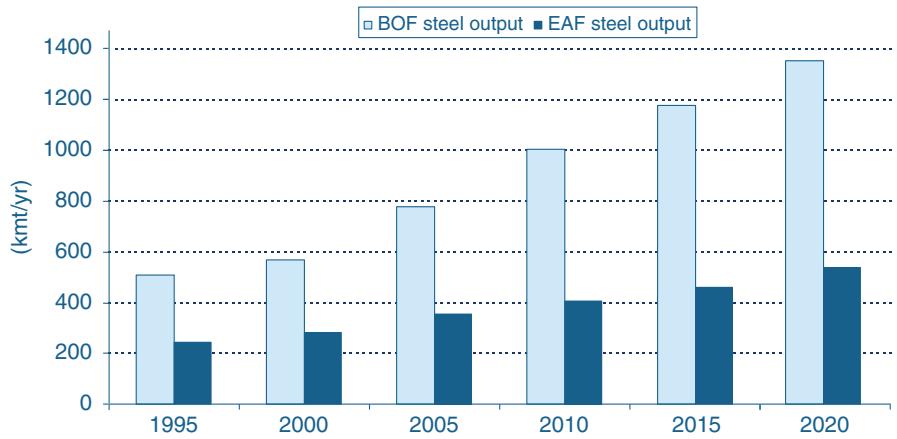
图3. 高炉与电弧炉炼钢产量的对比变化
石墨电极在熔化过程承受极端工况:电极尖端温度可达数千摄氏度量级,靠近炉顶处温度可降至约 1000°C,再向上到炉顶外侧则进一步降到数百摄氏度。轴向与径向温度梯度会形成显著热应力,进而诱发裂纹并造成材料损失。

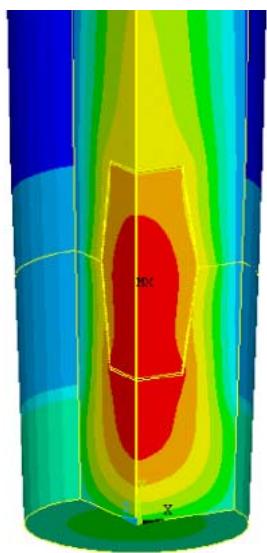
图4. 石墨电极连接区裂纹实例与温度分布仿真示意
材料损失带来的直接代价并不只是一根电极本身,更麻烦的是生产链条的中断。围绕损耗控制的技术路径通常会落在“把不确定性收敛”上:提升原料体系与工艺一致性、改善连接销与电极的热匹配、优化炉内氧化环境与操作节奏。即便石墨电极已经有近百年制造历史,对其行为的完全理解仍然是开放问题,这也解释了为何该领域持续存在工程与基础研究空间。
碳电极指仅焙烧、未石墨化的电极,组分可由煅烧无烟煤与合成石墨等构成。它可以作为索德伯格(Söderberg)自焙电极的替代方案。碳电极直径可达到 1400 mm,主要用于金属硅与黄磷等生产。
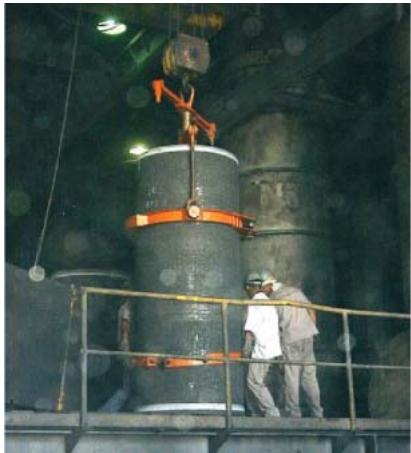
图5. 大直径碳电极示意(直径可达 1400 mm)
在 1990 到 2010 年间,硅的产量需求出现显著增长,太阳能产业是重要驱动之一。需求拉动下,供给侧格局仍相对集中,生产商数量不多,产能总体略高于需求,剩余产能会随需求继续增长而被吸收。
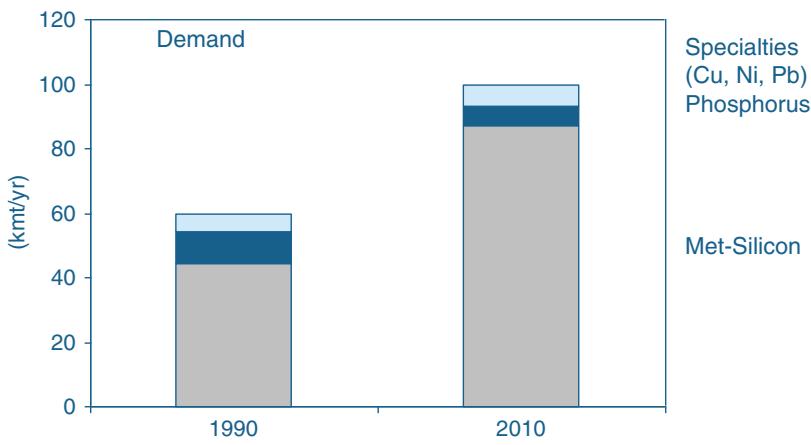
图6. 碳电极需求变化示意
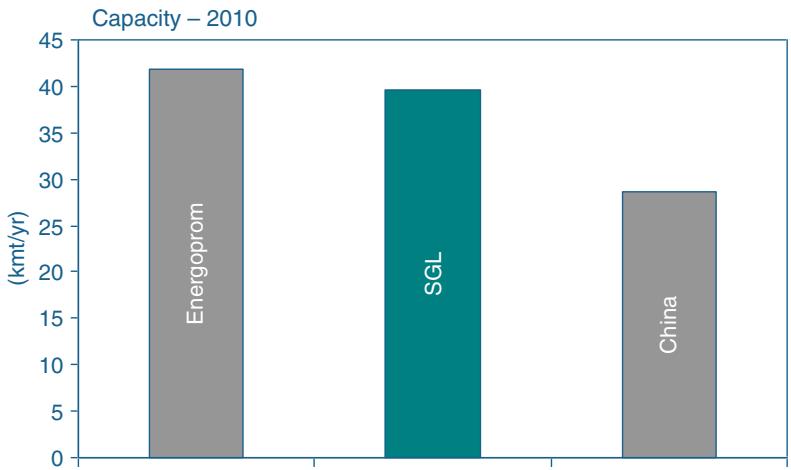
图7. 碳电极生产商与产能示意(SGL 自 2018 年起为 COBEX)
铝电解槽的阴极构成槽底,服务于 1886 年建立并延续至今的 Hall-Héroult 电解体系:氧化铝在冰晶石熔盐中被电化学还原为液态铝。电流穿过电解质到达上部阳极,阳极在反应中被消耗并生成 CO2。平均每吨铝的阳极消耗约 0.47 吨;2011 年原铝产量为 4100 万吨时,对应碳阳极需求约 1930 万吨。铝需求在当时呈快速增长预期,汽车轻量化是重要驱动之一。
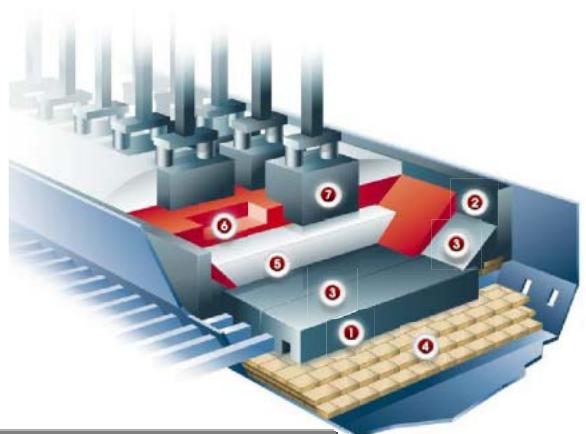
图8. 铝电解槽结构示意
| 标号 | 组件 |
|---|---|
| 1 | 阴极块 |
| 2 | 侧壁块 |
| 3 | 捣固糊 |
| 5 | 液态铝 |
| 6 | 熔盐浴 |
| 7 | 碳阳极 |
阴极体系存在三类典型形态:老一代的无定形阴极以煅烧无烟煤为主并仅焙烧;含较高合成石墨的焙烧阴极;以及通过石墨化到特定温度获得目标导电与导热水平的石墨阴极。过去几十年阴极需求整体增长,其中石墨阴极增长最显著。阴极制造布局分布在欧洲、日本、俄罗斯与中国。
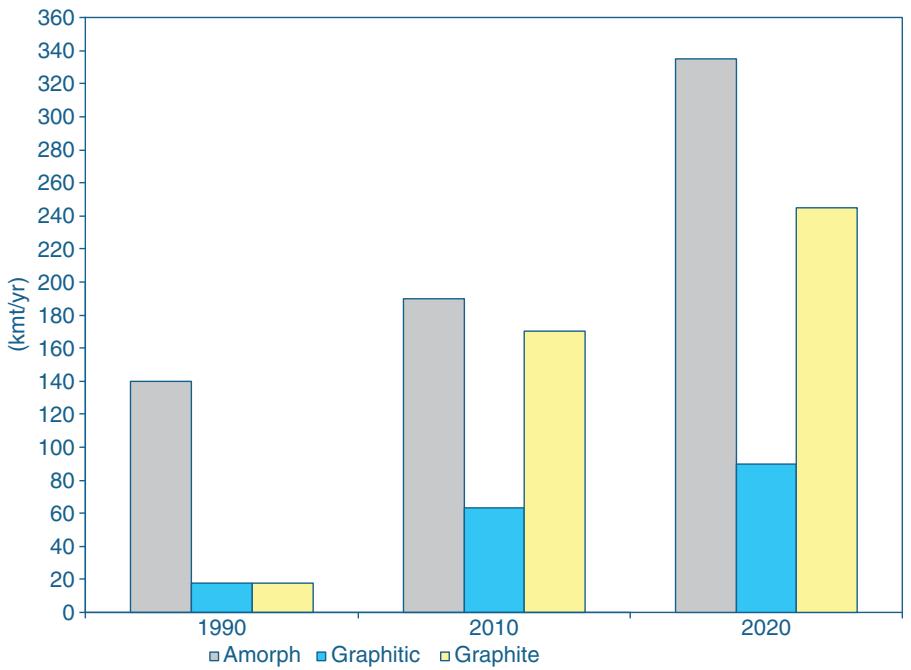
图9. 不同阴极等级的产量变化示意
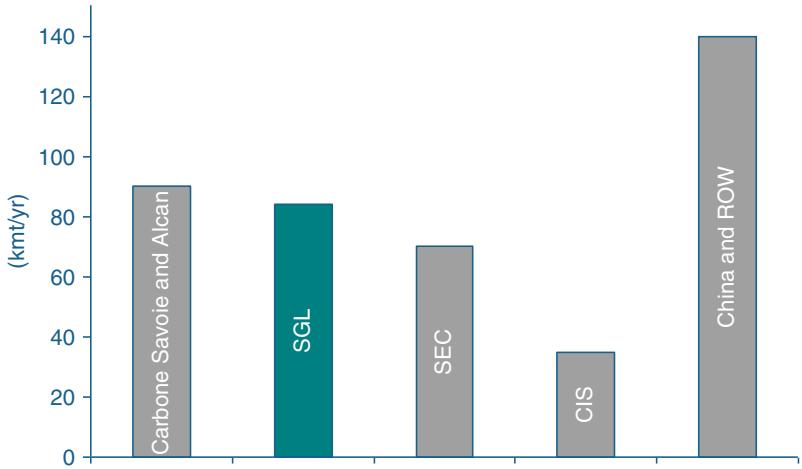
图10. 阴极生产商与产能示意(SGL 自 2018 年起为 COBEX)
阴极形态之所以分化,与电解槽工作电流的演进强相关。电流强度(amperage)在过去 70 年持续提升,石墨阴极在 1970 年代进入市场,凭借更低电阻支持了进一步的电流提升并改善了效率。效率、寿命与能耗仍是长期优化方向,包括 TiB2 涂层改善液态铝对碳的润湿性、排液式槽型减少阴阳极间距以提高电流稳定性、以及碳热还原路线等探索。同时,非消耗惰性阳极在严苛浴条件下尚未展示出可长期存活的替代材料体系。
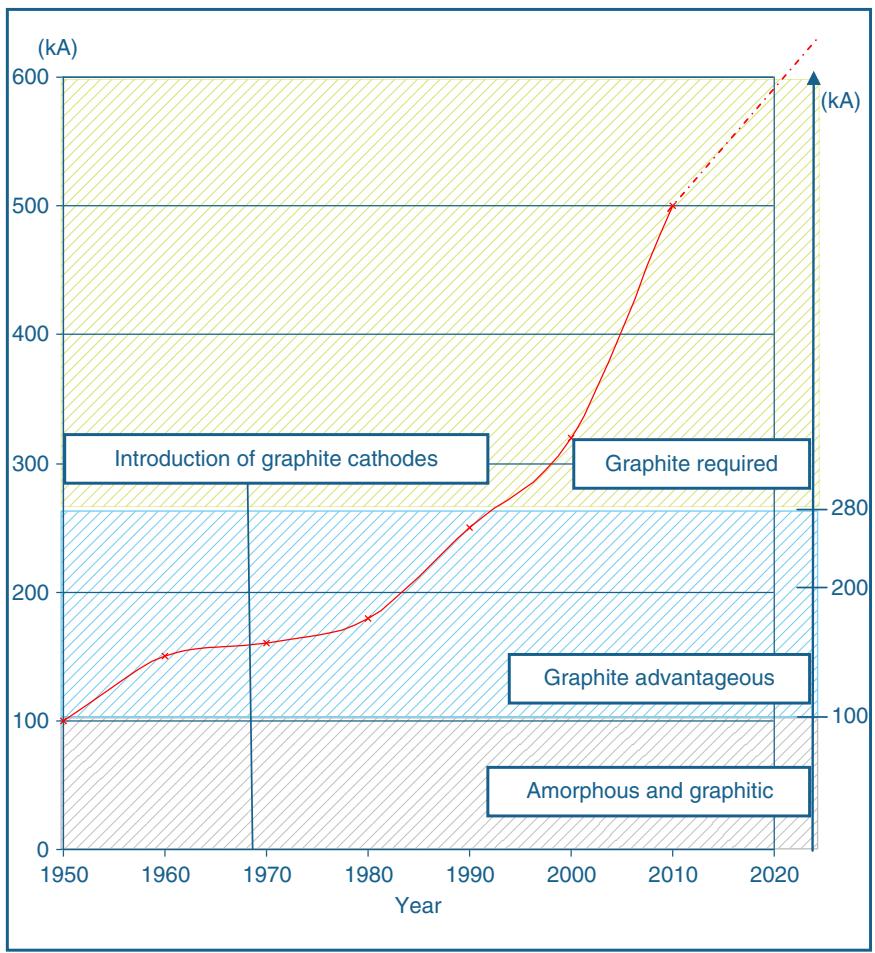
图11. 电解槽电流强度随时间的提升趋势
碳与石墨砖常用于高炉与转炉炉底等部位。高温与化学侵蚀环境下,碳材料往往是“最先被考虑、最后被替换”的方案。全球高炉钢产量长期增长,但区域节奏差异明显,产能与制造能力分布也随之形成。

图12. 高炉炉衬装配测试示意
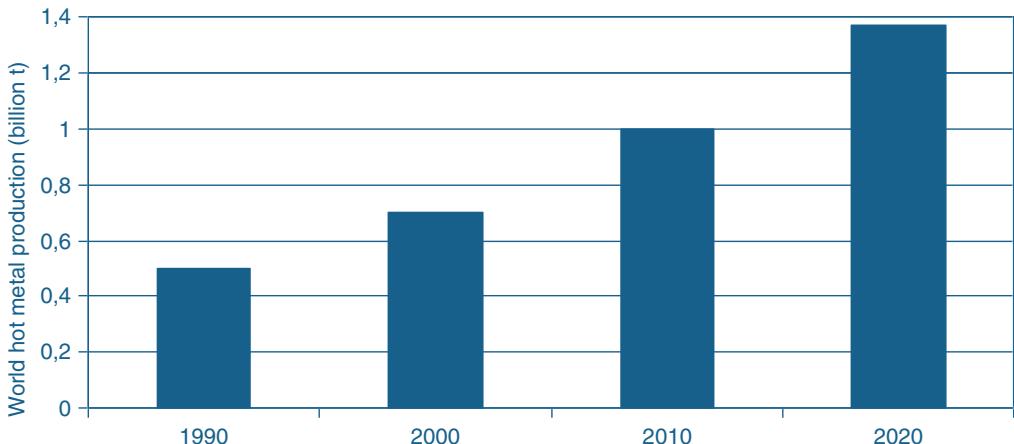
图13. 高炉热金属产量变化示意
过去 20 年里,更多的产量来自更少的高炉,炉体尺度持续增大,炉缸直径从数米提升到 15 m 量级。单座高炉年产铁水可达约 400 万吨,炉衬寿命通常 12–15 年,少数案例可达 20 年并完成 6000 万吨铁水的炉役。对钢铁企业来说,炉衬概念与牌号的变更风险极高,因此更偏保守。挑战主要来自液态铁对碳材料的化学侵蚀与冲刷磨损。近年来的一个改善方向是微孔炉衬,引入以 1 μm 以下孔为主的孔结构;同时,原料无烟煤的选择也会显著影响炉役长度,化学耐受与耐磨性依然是核心目标。
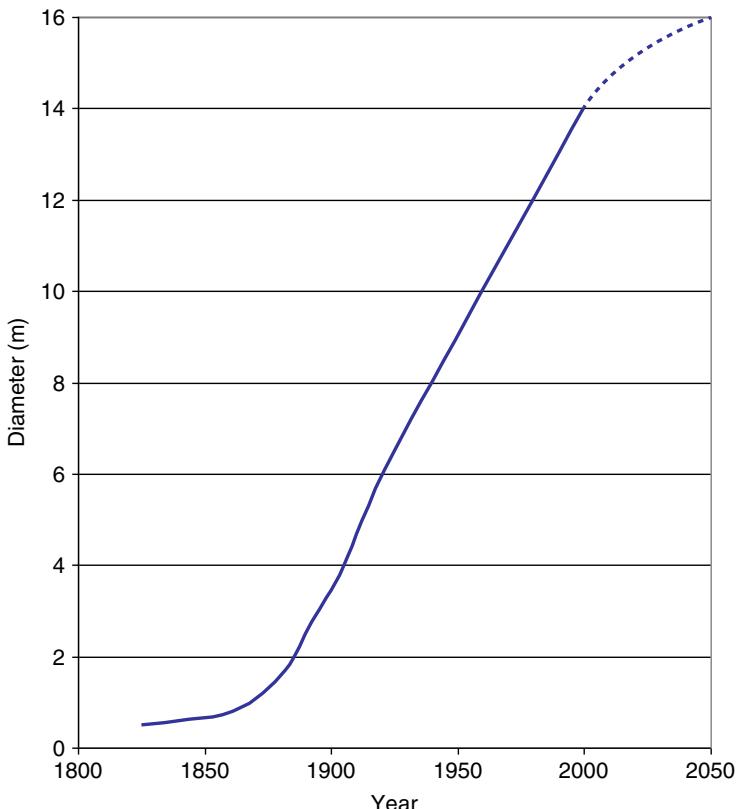
图14. 高炉炉缸直径随时间的增大趋势
除了粗颗粒碳材料之外,细结构石墨属于更“精密制造”的多晶石墨体系。为了获得高各向同性,一方面需要选择各向同性更好的焦类原料,另一方面需要依赖等静压成形来支撑结构均匀性,这类材料常被称为 iso-graphite。核心应用包括硅单晶生产、半导体行业相关的高纯工艺部件,以及太阳能行业的多晶硅制造;同时也用于电火花加工、非铁金属铸造等场景。
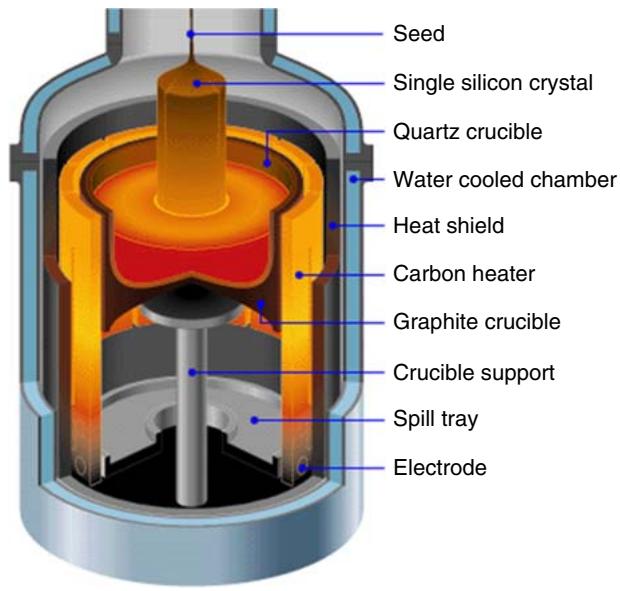
图15. 硅单晶生产相关石墨部件应用示意
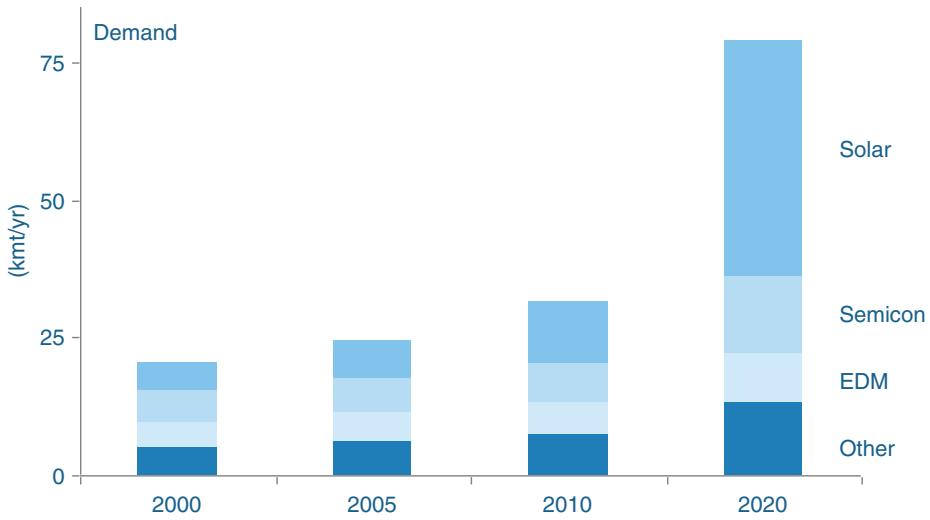
图16. 细结构石墨需求变化示意
产能布局在日本较为集中,中国近年进入并寻求成为竞争者。对这类材料来说,机械强度是关键质量指标;从材料规律看,石墨强度随晶粒尺寸减小而提升,因此过去几十年晶粒尺寸持续减小到数微米级别,强度可达 100 MPa 的量级。面向未来,更具挑战的任务转向工艺技术与自动化:在保持高良率的前提下,获得更大尺寸的块材。
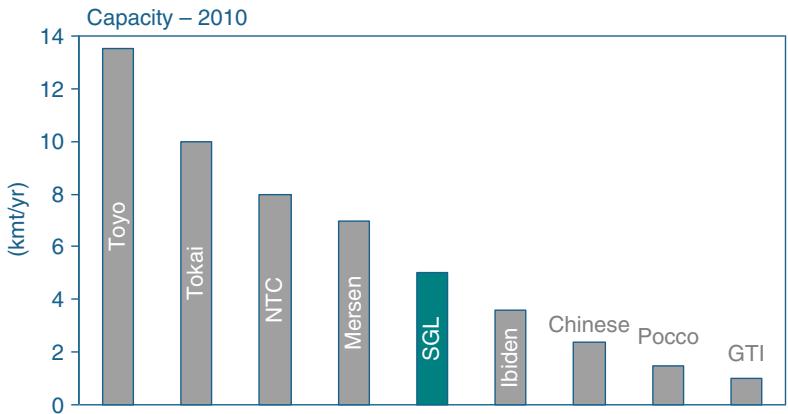
图17. 细结构石墨生产商分布示意
传统碳与石墨材料的工业前景长期稳定,但工程落地时容易踩的坑也很典型:
一是把“材料升级”当成单点替换。电极与炉衬的失效经常由工况触发,原料与工艺一致性、连接匹配与操作节奏必须协同。
二是忽略供给侧的“关键原料锁定”。针状焦、特定无烟煤等原料的来源与批次一致性,往往比下游加工参数更早决定可达的性能上限。
三是用平均指标掩盖极端边界。热梯度、氧化与侵蚀把局部缺陷放大,工程评价需要把极端工况写进验收与质量控制逻辑。
石墨电极消耗下降的决定因素是什么? 原料体系、加工一致性、炉型技术、过程控制与氧化环境管理会共同决定单位消耗的可达水平。
针状焦为什么会被视为石墨电极质量跃迁的关键? 它对应更适合高性能电极的原料结构来源,在工业化后显著推动了电极质量与规格演进。
连接区裂纹为什么特别麻烦? 连接区是热应力与装配应力的叠加位置,一旦裂纹扩展,可能造成材料快速损失并引发生产中断。
碳电极与石墨电极的差异应如何理解? 一个是焙烧而不石墨化,一个是经过石墨化处理;两者服务的典型工况与对电极尺寸的需求也不同。
铝电解阴极为什么会出现不同材料形态并长期共存? 阴极形态与电解槽工作电流提升强相关,不同形态在导电导热与制造路径上形成不同组合。
高炉炉衬更换为何会非常保守? 炉衬寿命长、替换风险高,失效代价巨大,材料与结构概念的变更需要极高确定性。
微孔炉衬改善的直觉是什么? 以更小孔径为主的结构能改变侵蚀与渗透路径,从而对化学侵蚀与磨损产生积极影响。
细结构石墨的核心质量指标为什么常落在强度上? 许多应用依赖尺寸稳定与抗破损能力,强度提升往往与晶粒尺寸减小和结构均匀性相关。
依托国家磨料磨具质量监督检验中心能力体系**,
面向石墨、焦炭、石油焦、炭素制品、锂离子电池石墨类负极材料等碳材料
提供化学成分、晶体结构、力学性能、物理性能、高温性能等检测服务,可覆盖石墨化度、灰分、挥发分、固定碳、全硫/硫分、体积密度、真密度、气孔率、电阻率、抗压强度、抗折强度、抗拉强度、高温力学性能等关键指标。
依托国家级质检平台基础、CNAS 认可、CMA 资质认定及央企体系背景,精工博研-国磨质检可为企业研发验证、原料评价、质量控制、产品性能测试及进出口质量证明等场景提供专业、规范、可信的检测技术支持。
针对石墨等碳材料进出口业务,和国内多个海关合作,相关检测报告可作为企业报关、报关及质量技术说明的参考依据












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
