
| 术语 | 含义 |
|---|---|
| TPS | 热防护系统(Thermal Protection Systems) |
| TRL | 技术成熟度等级(Technology Readiness Level) |
| TVC | 推力矢量控制(Thrust Vector Control) |
| COF | 摩擦系数(Coefficient of Friction) |
| CTE | 热膨胀系数(Coefficient of Thermal Expansion) |
碳纤维增强 SiC 基复合材料之所以能替代金属或整体陶瓷,靠的是低密度下仍能兼顾热稳定与力学承载。但这类材料也有清晰的服役硬边界:C 相在约 450°C 以上的氧化会缩短寿命;SiC 在 1000–1900°C 的范围内可能出现与气氛相关的主动氧化行为。因此更常见的应用模式,是在氧化气氛下进行短时高热负荷运行,或在非氧化环境与低温条件下追求长寿命。
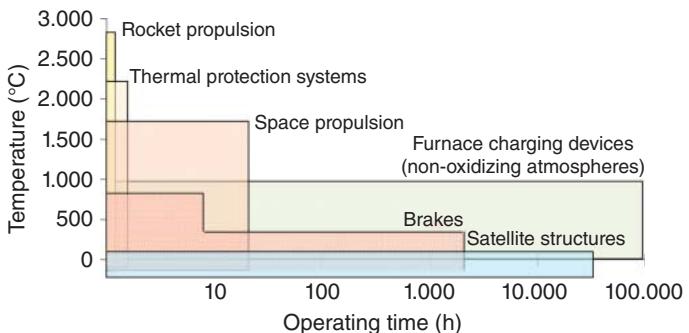
图1. C/SiC 与 C/C-SiC 的典型应用区间:服役温度与累计运行时间的关系
经济性同样是硬约束。很多场景选择 C/SiC 并非因为“更好用”,而是因为找不到可替代材料;也有一些场景会把性能带来的技术收益与市场卖点视为足以覆盖更高成本的理由。
航天热防护系统(TPS)是这类材料的原始驱动力之一。再入过程可持续至约 30 分钟,TPS 需要承受约 1600–2000°C 的最高温度、每秒数百 K 量级的升温速率与很大的温度梯度。为了避免厚壁烧蚀材料带来的重量惩罚,同时改善涂层 C/C 的抗氧化能力,出现了以 MI 路线 C/SiC 为代表的整体防护结构,并在前苏联的“暴风雪号”航天器上采用。

图2. “暴风雪号”鼻锥区域的 C/SiC 结构示例
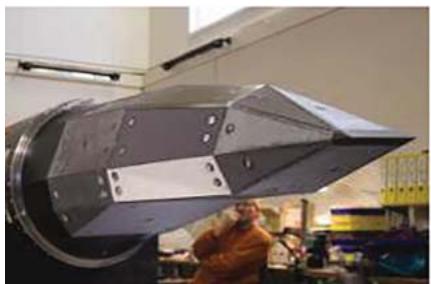
欧洲围绕 Hermes 计划与后续项目开发了大型 TPS 与结构件,并在 X-38 相关计划中实现了最大约 1.6 m×1.4 m 的大尺寸 C/SiC 与 C/C-SiC 结构件。结构连接不仅需要承载能力,还要考虑热膨胀与热冲击,出现了用 C/SiC 螺钉等方式进行子结构连接的工程方案。

a

b

c
图3. X-38 相关的大尺寸 C/SiC 与 C/C-SiC 结构件实例
ESA 的 IXV 飞行试验中也出现了基于 CFRP 内部支撑结构与 C/SiC TPS 的全复合设计方案,鼻锥与襟翼等组件对尺寸与重量有明确约束。
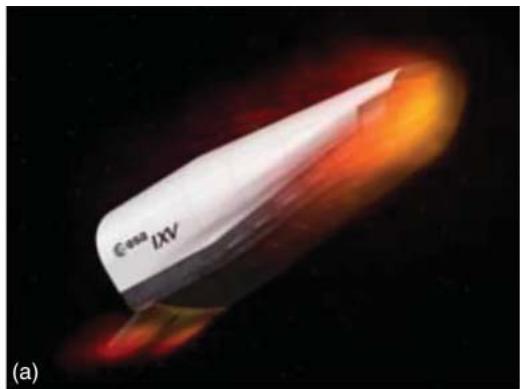
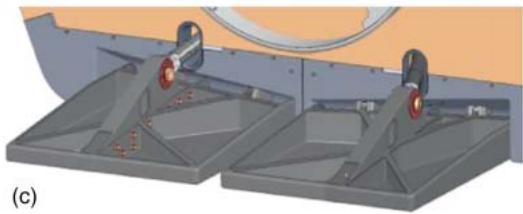

图4. IXV 试验相关的 C/SiC 前部结构与襟翼组件示意
为了提升超声速气动性能并降低曲面壳体制造成本,出现了以平板拼接为核心的“折面”TPS 方案。再入速度最高可到约 10000 km/h,边缘与尖端热负荷更集中,局部温度可超过 1700°C,对热冲击能力提出更苛刻要求。
a

b
图5. 折面 TPS 结构在不同飞行试验项目中的示例
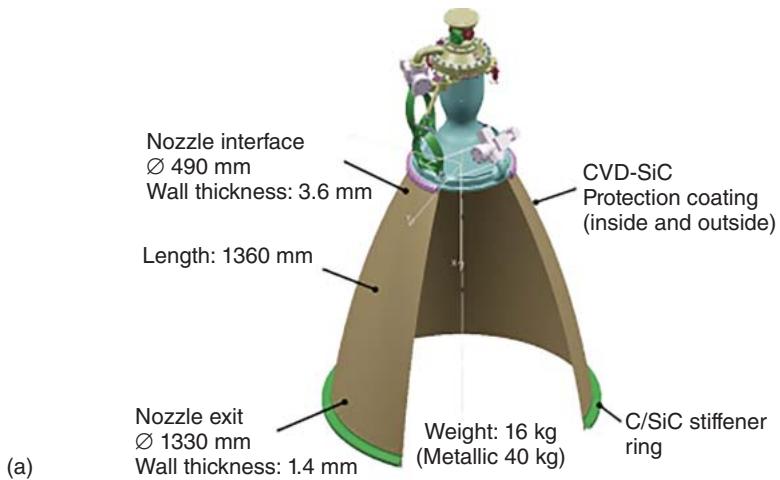
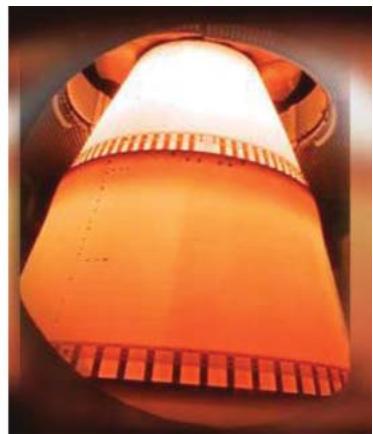
喷管延伸段与燃烧室是推进系统里的关键高温部件。Aestus 上面级发动机的 C/SiC 喷管延伸段曾进行热试车,总燃烧时间约 150 s;该结构采用丝束缠绕与 PIP 制造,总重量约 16 kg,约为传统金属结构的 40%。HM7 的 C/SiC 出口锥采用 I-CVI 制造,累计试车时间超过 1500 s,局部温度可超过 1700°C,并达到了 TRL 8 的工程成熟水平;用非冷却 C/SiC 出口锥替换冷却金属结构(84 kg→24 kg)可获得约 70% 的减重。
a

b

c
图6. Aestus 上面级发动机 C/SiC 喷管延伸段的结构与热试车示例
在 Vinci 上面级发动机的可展开喷管概念中,喷管被分段设计:下游温度较低区域使用 C/C,上游高热负荷区域使用 CVI 路线的 C/SiC,以匹配温度分布与材料能力边界。

a
b
图7. Vinci 可展开喷管中 C/SiC 与 C/C 分段结构示意
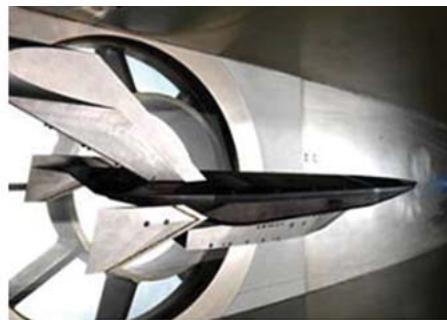
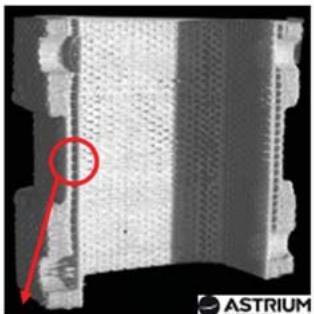
面向未来高超声速飞行器与火箭,轻量化 TPS 与可冷却流道结构被视为关键技术。双模冲压发动机燃烧室的开发与试验中,出现了 1500°C 与 1 MPa 量级的工作条件,相对金属结构预计可带来超过 30% 的减重空间。

a
b

c
d
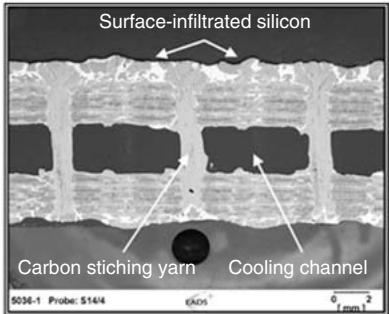
e
图8. 高超声速应用相关结构:飞行器概念与带内部冷却通道的 C/C-SiC 壁结构
除高温应用外,C/SiC 也用于高精度卫星结构,原因在于低且可调的 CTE、非脆断行为、低孔隙与长期稳定性。激光通信终端(LCT)中,望远镜筒体需要把内部反射镜精确定位,以保证数据链路可靠。曾有卫星间 5000 km 距离、25000 km/h 相对速度条件下实现 5.5 Gbps 数据链路的记录。为获得轴向约 0±0.1×10⁻⁶ K⁻¹ 的极低 CTE,望远镜筒体可采用设计明确的纤维架构与相组成。
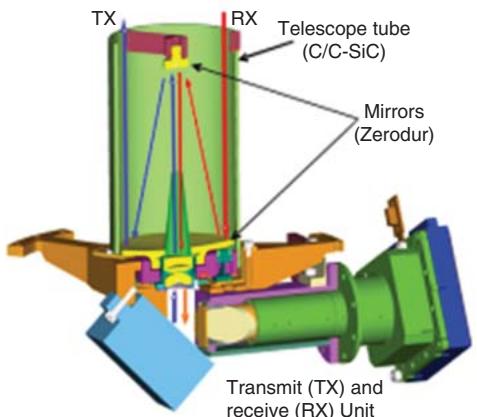
a

b
图9. LCT 结构与 C/C-SiC 望远镜筒体示例
航空发动机喷口导流片是 C/SiC 批量化应用的重要标志之一。某型喷口导流片在 1990 年代进入批产,使用 CVI 工艺累计生产超过 5000 件,相对镍基高温合金 Inconel 718 可实现约 40% 的减重,同时避免金属结构常见的开裂与蠕变问题,从而提升寿命。

图10. 航空发动机用 C/SiC 喷口导流片示例
在固体火箭发动机的推力矢量控制(TVC)系统里,C/SiC 与 C/C-SiC 也用于喷流中的舵片。舵片位于喷流中,承受高弯矩与超过 2800°C 的前缘温度,前缘升温速率可达每秒数千 K,叶片区域温度梯度可到 200 K/mm,同时还要抵抗粒子与熔融 Al2O3 液滴以最高约 2000 m/s 冲击导致的强磨蚀。由于工作时间通常仅为几秒到数分钟,C 纤维氧化在这一时间尺度内不一定成为主导风险。用 CMC 舵片替代钨等难熔金属,减重可到约 90%;某类导弹系统中累计制造了上万片舵片。

a
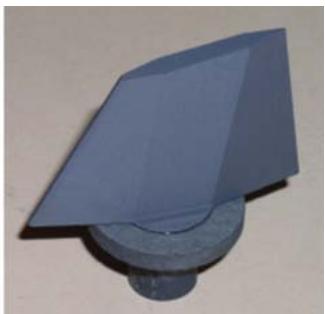
b
图11. 固体火箭发动机 TVC 系统与 C/C-SiC 舵片示例
传统 C/C 刹车盘在高负荷下摩擦系数高且稳定,但冷态与湿态摩擦系数偏低、低温磨损率高、且 CVI 工艺成本高,限制了其在道路车辆上的普及。C 纤维增强 SiC 刹车盘则在冷湿态下仍能保持较高 COF,并且因高硬度与低孔隙而具有更低磨损率、耐腐蚀与更长寿命。1990 年代开始的专利与工程化推进,使短纤增强、MI 路线的刹车盘实现商业化,并在 1999 年进入公众视野,随后在高端车型中逐步普及。与灰铸铁相比,C/SiC 刹车盘可减重至多 50%,每个车轮的非簧载质量可减少接近 5 kg;在标准道路使用中,寿命可到约 300000 km。
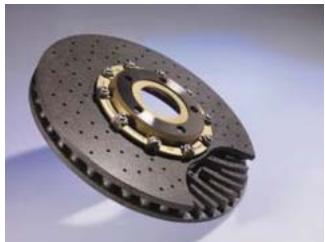
图12. 短纤增强、MI 工艺的 C/SiC 汽车刹车盘示例
2000 年代后,汽车刹车盘生产从小批量走向大规模:产能从 2002 年的数千片提升到 2019 年约 30 万片、约 1200 t 的规模。与此同时,售后改装与赛车市场仍在使用 PIP 或组合工艺制造的刹车盘,价格区间可在 8000–20000 € 量级。

a

b
图13. 摩托车售后改装用 C/C-SiC 刹车盘示例
摩擦系统的另一条路线是离合器摩擦环。C/SiC 摩擦环相对传统材料可提高扭矩承载与能量输入,推动系统轻量化与小型化;相对 C/C 体系又具备更好的耐磨性,适合长距离赛事等场景。

图14. 织物增强 C/SiC 的陶瓷复合离合器示例
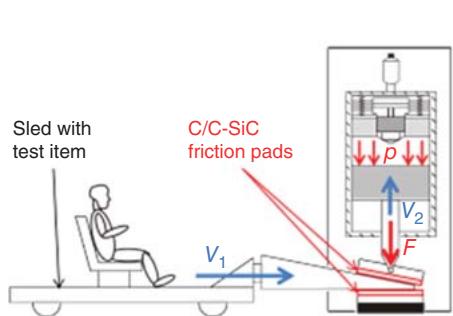
螺旋桨刹车、电梯应急制动、碰撞试验设施与磁悬浮列车应急滑行系统,则把 C/C-SiC 推到更极端的“短时间高温摩擦”或“低磨耗低 COF”需求上。A400M 的螺旋桨刹车用多片式结构在未冷却条件下将直径 5.3 m 的八叶螺旋桨从 864 rpm 降至 0,时间短于 8 s;高层电梯应急刹车在 45 t 载荷、10 m/s 的工况下刹车片温度可超过 1200°C,通过分级相组成设计可把磨耗控制到小于 0.5 μm/km 的口径。

a

b

c
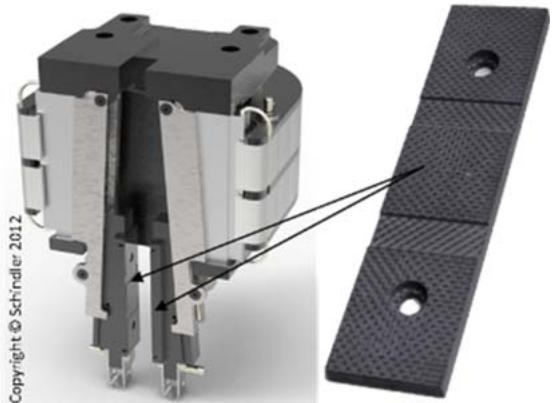
图15. 螺旋桨刹车与 C/C-SiC 摩擦衬片、电梯应急制动刹车片示例
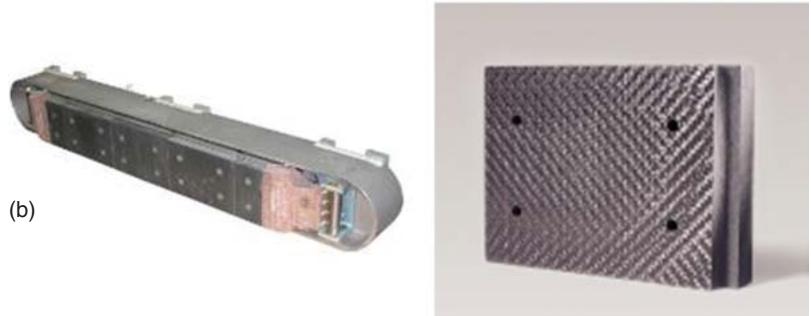
a

b

图16. 汽车碰撞试验设施中的 C/C-SiC 刹车片应用示意
c
图17. 磁悬浮列车应急滑行系统的 C/C-SiC 滑块示例
应用选型时,把材料放进“温度—累计时间”二维坐标里,比只看单点最高温更有效。进入摩擦系统时,还需要把 COF 目标、磨耗口径与热管理方式写进同一套验收逻辑里;进入航天 TPS 与喷管时,尺寸、连接方式与氧化防护往往决定了能否工程化,而不仅是材料名义性能。
为什么标称可到 2700°C 的材料在空气里仍然不适合长期高温? C 相在氧化性环境中会快速氧化,SiC 的氧化也受气氛影响;高温能力必须与气氛和时间尺度一起定义。
CVI/PIP 与 MI 路线的应用分工通常怎么形成? 连续纤维+CVI/PIP 更适合高载荷航天航空结构;短纤+MI 把成本压下来后,更容易进入汽车刹车盘等工业化场景。
TPS 场景里除了材料本体,还要优先评估什么? 大尺寸制造能力、连接方案、热循环下的 CTE 匹配与氧化防护策略,这些决定了结构件能否长期可靠。
为什么刹车盘是 C/C-SiC 产业化的重要入口? 它对热冲击、耐磨与重量同时敏感,并且收益可直接体现在制动性能、寿命与非簧载质量上,工程价值更容易量化。
电梯应急制动与 TVC 舵片对材料的要求有什么共同点? 都是短时极端能量输入场景,需要材料在高温下保持结构完整,同时把摩擦与磨蚀带来的损伤控制在可接受口径内。
依托国家磨料磨具质量监督检验中心能力体系**,
面向石墨、焦炭、石油焦、炭素制品、锂离子电池石墨类负极材料等碳材料
提供化学成分、晶体结构、力学性能、物理性能、高温性能等检测服务,可覆盖石墨化度、灰分、挥发分、固定碳、全硫/硫分、体积密度、真密度、气孔率、电阻率、抗压强度、抗折强度、抗拉强度、高温力学性能等关键指标。
依托国家级质检平台基础、CNAS 认可、CMA 资质认定及央企体系背景,精工博研-国磨质检可为企业研发验证、原料评价、质量控制、产品性能测试及进出口质量证明等场景提供专业、规范、可信的检测技术支持。
针对石墨等碳材料进出口业务,和国内多个海关合作,相关检测报告可作为企业报关、报关及质量技术说明的参考依据












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
