
回转窑窑口是整个窑系统热工、机械和化学侵蚀应力最为集中的区域之一。其浇注料内衬的施工质量直接决定了窑口部位的结构完整性与使用寿命,对保障整条生产线的稳定运行至关重要。一套严谨、规范的施工技术方案是实现其长期可靠性的根本保障。
一个完整的窑口浇注料施工周期,应遵循一个逻辑清晰且环环相扣的作业流程。这不仅是工序的简单排列,更是确保每一步质量到位的系统性保障。
施工主线: 筒体清扫 → 结构件安装检查(筒体、挡砖圈、护铁) → 锚固件焊接及膨胀处理 → 支模 → 浇注料搅拌与浇注 → 养护及拆模 → 最终检查
万丈高楼平地起,任何施工的起点都是对基础条件的彻底检查。此阶段的核心任务是与业主方共同评估施工界面的状态,并为后续工序扫清障碍。
锚固件是浇注料与窑筒体之间的“骨架”,其设计合理性与焊接质量直接决定了浇注体的整体稳定性和抗剥落能力。
根据窑口工况,通常采用不同形态的锚固件组合,如下图所示。
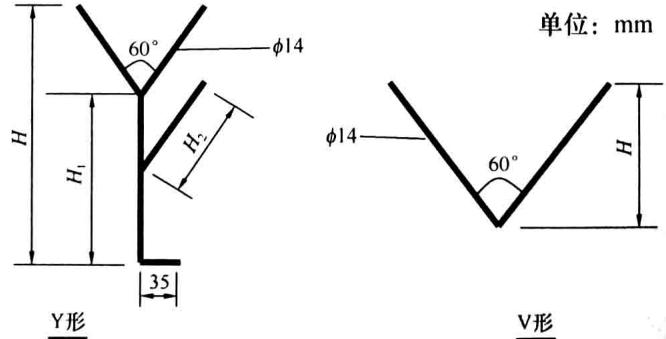 图1 窑口锚固件形状示意图
图1 窑口锚固件形状示意图
不同窑径下锚固件的具体尺寸、数量和布局间距需严格遵循设计规范。具体参数可参照下表。
表1 不同窑口锚固件尺寸参考
| 窑径 (m) | 参数 | Y1型 | Y2型 | V型 | 备注 |
| φ1.0 | H/mm | 180 | 200 | 55 | |
| H1/mm | 110 | 120 | |||
| H2/mm | 70 | 80 | |||
| 个数 | 62 | 250 | 300 | ||
| 间距/mm | 200×100 | 260×100 | 100×100 | ||
| φ4.8~φ5.6 | H/mm | 200 | 220 | 55 | |
| H1/mm | 120 | 130 | |||
| H2/mm | 80 | 90 | |||
| 个数 | 75 | 150 | 400 | ||
| 间距/mm | 200×100 | 200×100 | 100×100 | ||
| φ6.0 | H/mm | 250 | 55 | ||
| H1/mm | 150 | ||||
| H2/mm | 100 | ||||
| 个数 | 200 | 600 | |||
| 间距/mm | 200×100 |
焊接布局通常采用 200 mm × 200 mm 的间距,并以“八字形”交错排列,以形成更有效的抓附力。焊接后必须做好膨胀处理。若设计要求在窑筒体涂刷沥青,则必须待沥青完全干固后方可进行浇注作业。
锚固件的焊接质量是隐蔽工程中的重中之重,任何瑕疵都可能在高温运行中被放大,导致内衬局部甚至大面积脱落。

图2 锚固件焊接质量现场示例
锚固件的材质、焊接工艺的正确执行以及焊缝的无损检测,共同构成了浇注料内衬质量的基石。在实际工程中,对于关键部位的焊接质量进行专业的第三方检测,是规避潜在风险的有效手段。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,专业的权威第三方检测机构,专业检测窑口浇注料及锚固件焊接质量,可靠准确。欢迎沟通交流,电话19939716636
这是将设计转化为实体的核心环节,对操作的精细度要求极高。
施工的最后环节是确保浇注料性能得以完全发展的关键。
通过对以上各个环节的精细化控制,才能最终确保窑口浇注料达到预期的设计性能和使用寿命,为水泥生产线的长期、高效运行提供坚实保障。












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
