
耐火砖砌筑,作为高温工业窑炉内衬构筑的核心环节,其施工质量直接决定了设备的安全运行周期和生产效率。看似简单的砌砖动作,实则蕴含着一套严谨的技术规程与质量控制体系。任何一个细节的疏忽,都可能成为日后设备运行的重大隐患。本文旨在系统梳理耐火砖砌筑的关键技术节点与常见缺陷的规避策略。
施工的品质,始于对基础材料和标准的精确把控。砖缝的控制与耐火泥浆的调制,是确保砌体整体性和耐久性的两大前提。
根据操作的精细化程度,耐火砖衬的砖缝大小被划分为四个等级,这是评价砌筑质量最直观的指标之一:
对于水泥回转窑这类核心设备,若采用火泥湿砌,其灰缝标准应严格控制在2mm以内。在设计文件无明确标注的情况下,可参照推荐等级从严执行。特别是不动设备的衬里,要求灰缝中火泥饱满,泥浆饱满度需达到95%以上,且上下、内外层砖缝必须错开,以保证结构强度。
具体的砖缝宽度建议可参照下表:
表1 耐火隔热衬里砖缝宽度建议值
| 设备名称 | 工艺部位或砌筑方法 | 允许砖缝宽度/mm |
| 回转窑 | 湿砌 | ≤2 |
| 干砌 | 依设计规定 | |
| 篦式冷却机 | ≤2 | |
| 预热器 | ≤2 | |
| 分解炉 | ≤2 | |
| 三次风管及连接管道 | ≤2 | |
| 隔热砖 | ≤3 | |
| 窑门罩 | 墙 | ≤2 |
| 顶 | ≤1.5 |
耐火泥浆的性能直接影响砌体的粘结强度和气密性。其调制过程必须遵循以下原则:
砌筑过程是理论标准向实体质量转化的关键。从布局、工具到特殊部位的处理,每一步都需精益求精。
根据设计方案选择耐火砖的品种并进行布局。通常,拱顶和圆筒形衬里适宜采用环缝砌筑,而直墙和斜面则宜采用错缝砌筑。施工中必须追求砖缝平直、弧面圆滑、砌体密实。针对窑筒衬里,一个核心要求是确保砖环与窑筒的绝对同心,这意味着砖面需与窑壳完全贴紧,砖与砖之间实现面接触,结合牢固。
砌砖时,应使用木锤、橡皮锤或硬塑料锤等柔性工具进行敲击找正,严禁使用铁锤,以防损伤砖体。
在处理重要或外形复杂的部位时,建议先进行预砌筑,以检验方案的可行性。若结构过于复杂,砖材加工量巨大,可考虑将方案改为使用不定形耐火浇注料。
对于砌体中预留的托砖板、挡砖板等金属件,必须用异型砖、浇注料或耐火纤维将其完全包裹封闭,绝不能在使用中直接暴露于高温窑气中。
锚固砖作为砌体的结构关键,其布设必须严格遵循设计,不得遗漏。带有裂纹的锚固砖严禁使用,金属挂钩件要安放平稳、挂接坚实,且挂孔与挂钩间不能卡死,预留的间隙应用耐火纤维填实。
在砌筑最后的封顶砖、接头砖或弯道砖时,如果原砖无法满足锁口要求,必须使用切砖机进行精密加工,严禁手工“砍砖”。加工砖的尺寸也有严格限制:
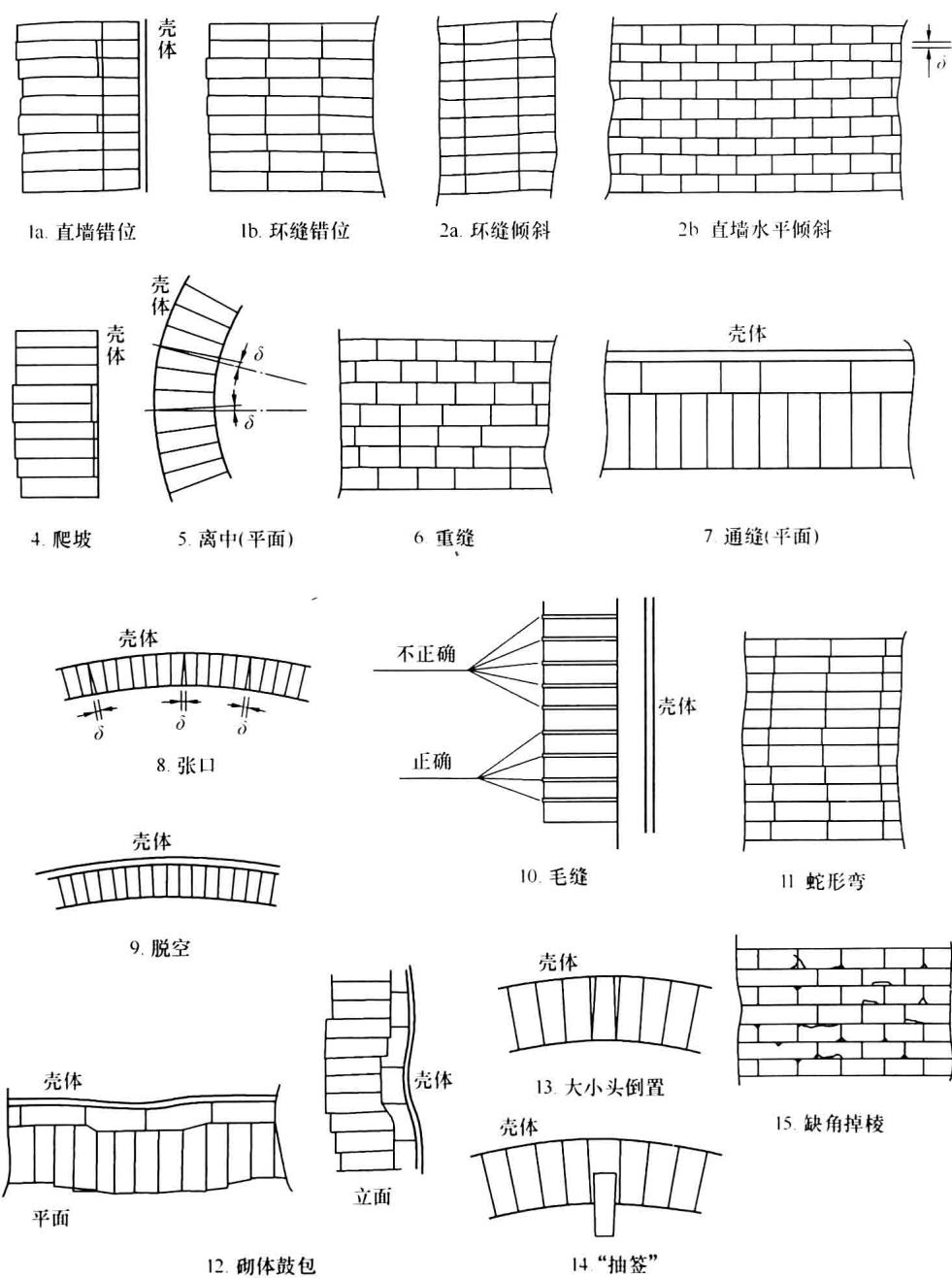
砌筑质量的评价,很大程度上是对各种“通病”的系统排查。了解这些缺陷的形态与成因,是实现高质量砌筑的前提。
要确保砌体最终质量全面达标,规避上述种种缺陷,除了依赖施工人员的经验,更需要一套科学的质量控制与验收体系。这包括对原材料性能的复核、对施工过程的旁站监督以及对最终砌体的无损或取样检测。这正是专业检测实验室的核心价值所在。 精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,专业的权威第三方检测机构,专业检测耐火材料性能检测,可靠准确。欢迎沟通交流,电话19939716636
对于更复杂的结构,如复合衬里,还需要遵循额外的规定。
在砌筑不动设备的耐火隔热复合衬里时,必须分层、分段进行,严禁混层或混浆砌筑。隔热层的砌筑同样要求满浆满缝。当遇到孔洞或铆焊件时,需对砖或板进行加工,缝隙处用泥浆填实,禁止出现任意铺砌、留有空隙或不用泥浆的野蛮施工。
值得注意的是,在隔热层中,位于锚固砖下方、拱脚砖后方、孔洞周围以及邻近膨胀缝的区域,应改用相应等级的耐火砖砌筑,以保证关键部位的结构强度。
最后,砌体中的膨胀缝是为应对热胀冷缩而预设的,必须严格按设计留设,不可遗漏。其宽度不应出现负公差,缝内需清理干净,不得留有硬块杂物,并使用耐火纤维等柔性材料填满、填实,避免外满内空的现象。通常情况下,隔热层自身具备一定的可压缩性,可不设膨胀缝。












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
