
超声波检测技术以其多样化的方法,在工业无损检测领域扮演着至关重要的角色。无论是依据脉冲反射、穿透或共振等不同原理,还是采用A、B、C等各异的显示方式,亦或是利用纵波、横波乃至兰姆波等多种波型,其最终目的都是精准、可靠地识别材料内部的宏观缺陷。
尽管每种具体方法都有其独特的考量,但在实际操作中,所有超声检测都面临着一系列共通的挑战与必须遵循的基本原则。本文旨在深入剖析这些贯穿于整个检测流程的共性问题,为一线工程师与质量控制专家提供一份系统性的实践指南。
一套成功的超声波检测方案,始于对整个系统的周密规划。这并非简单的设备堆砌,而是一个涉及多维度考量的决策过程。其核心逻辑可以归纳为以下流程:
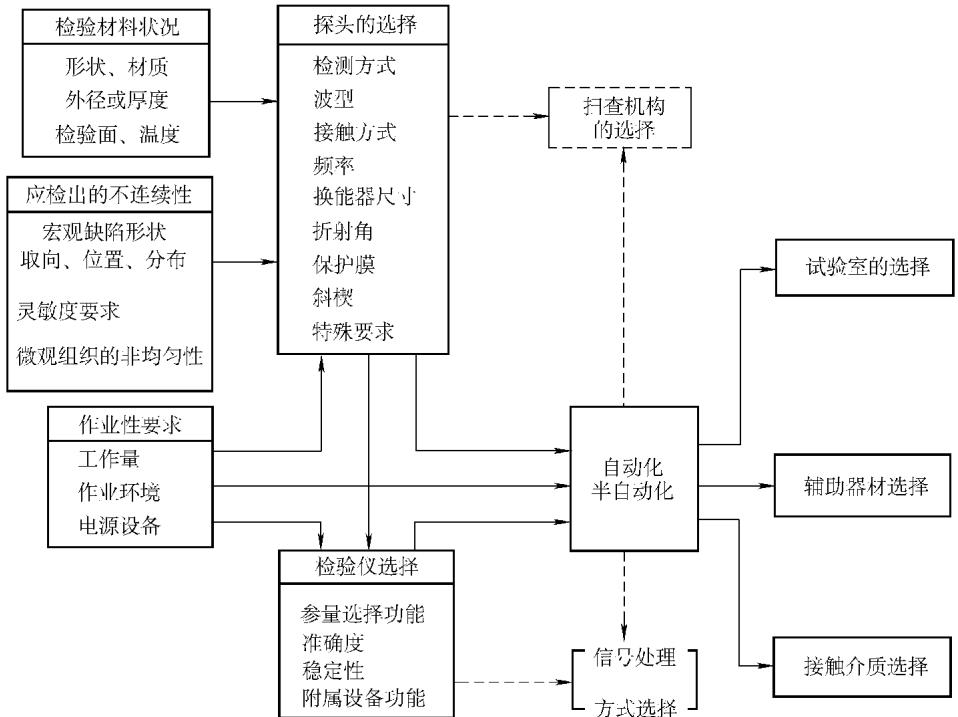
图1 配置超声波检测系统的考虑程序
受检件的自身状态是决定超声检测成败的第一个,也是最关键的变量。任何对工件状态的忽视,都可能导致信号失真、缺陷漏检或误判。
表1 对受检件的要求
| 项目 | 要求内容 | 技术解读 |
|---|---|---|
| 外形 | 1. 优选在机械加工前进行检测。 2. 对于外形复杂的锻件,若无法在未加工状态下完成最终检测,应在原材料阶段、粗加工阶段以及后续各关键加工阶段,对必要部位进行分步检测。 |
在加工前检测,可以避免成品复杂轮廓带来的声束反射干扰,同时能及早发现冶金缺陷,节约后续加工成本。分阶段检测则是针对复杂件的一种务实策略。 |
| 表面状态 | 1. 声波进入面的表面粗糙度通常要求在Ra1.6~Ra6.3μm范围内,具体取决于检测精度,且推荐使用圆头刀具加工。 2. 任何可能干扰检测的表面缺陷(如裂纹、氧化皮、折叠)或污物必须彻底清除。 3. 必要时,需通过专门工序来制备符合要求的声波入射面。 |
粗糙的表面会散射超声波,大幅降低进入工件的有效声能,并产生杂波。圆头刀具加工能形成更平滑的表面,有利于声束稳定传入。 |
| 材料状态 | 1. 通常在供货的热处理状态下进行检测。若条件允许,最终检测应在最终热处理之后进行。 2. 变形铝合金产品,必须在最终热处理后检测。 3. 最小可检缺陷的信号幅度与材料固有噪声信号的幅度比(信噪比)应至少为6dB。 |
热处理状态直接影响材料的晶粒尺寸和组织均匀性,进而影响声衰减和散射噪声。最终热处理后检测,能反映零部件服役状态下的真实情况。6dB的信噪比是确保缺陷信号能被清晰识别的基本门槛。 |
一个值得探讨的案例是铝-铜-镁系铝合金。为了提升检测信噪比,有时会专门为其增设一道固溶处理与空气淬火工序。这并非该合金的最终热处理,而是纯粹为优化超声检测条件而采取的工艺手段,足见材料状态对检测结果的重要性。
超声波无法在空气中高效传播至固体工件,因此,探头与工件之间的“耦合”介质至关重要。它负责填充两者间的微小空气隙,建立起有效的声能传递通道。
这是最普遍的耦合方式,通过在探头与工件间涂敷液体耦合剂实现。理想的液体耦合剂需具备:
然而,现实是,常用液体耦合剂的声阻抗远低于大多数金属材料(例如,水的声阻抗约1.48×10⁶ kg/(m²·s),而钢高达45×10⁶ kg/(m²·s))。这种巨大的差异使得耦合剂难以完全补偿因工件曲面或粗糙表面造成的灵敏度损失。在接触法检测中,耦合剂膜层厚度控制在0.5λ ~ 1.5λ(λ为波长)之间,是维持检测效果稳定的经验法则。对于SH横波检测,则需要蜂蜜或高黏度树脂这类特殊耦合剂。
表2 几种常用液体耦合剂的特性
| 名称 | 密度/(g/cm³) | 纵波速度/(10⁶mm/s) | 纵波声特性阻抗/(10⁶kg/(m²·s)) |
|---|---|---|---|
| 水 (20°C) | 1.0 | 1.48 | 1.48 |
| 甘油 (100%) | 1.27 | 1.88 | 2.38 |
| 水玻璃 (33%体积) | 1.26 | 1.72 | 2.17 |
| 机油 | 0.92 | 1.39 | 1.28 |
对于疏松多孔材料或不宜使用液体的场合,可采用干压耦合。其原理是用柔软的橡胶或塑料垫(如滚动探头的轮胎)替代液体,通过压力实现声接触。
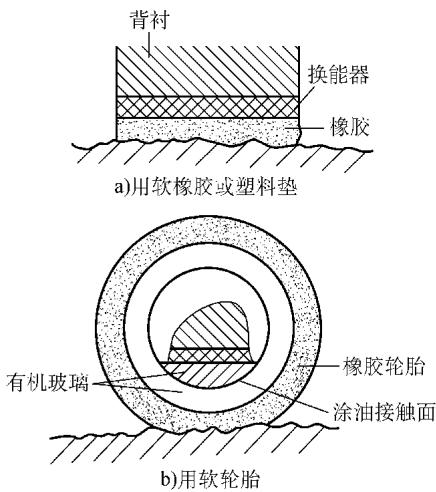
图2 干压耦合示意图
这种方式的代价是灵敏度会损失数个分贝,且软垫内的声混响会降低近表面分辨力。为减小损失,通常采用较低频率,例如,对薄木材用1-2MHz,而对厚混凝土则可能低至15-40kHz。其局限性也相当明显:扫查速度慢(通常6-10cm/s)、不适用于薄壁件、轮探头不耐用且灵敏度可能不均。
空气与固体材料之间巨大的声阻抗差异(例如空气约为0.43×10³,铝为17.2×10⁶ kg/(m²·s)),导致绝大部分声能被界面反射,这使得空气耦合的应用范围受到很大限制。它主要用于外部尺寸测量,或对木材、橡胶、非金属复合材料等低声阻抗材料进行内部检测。
空气耦合系统通常工作在25-250kHz的较低频率,但现代技术已将其扩展至2.25MHz。通过聚焦换能器、高强度脉冲源和高灵敏度接收器等技术,传输损失得到部分补偿。例如,一个500kHz、25mm直径、75mm聚焦的空气耦合换能器,可在40-155mm范围内实现0.05mm的距离测量精度。但环境温度、气压、湿度和空气扰动都会影响其测量结果。
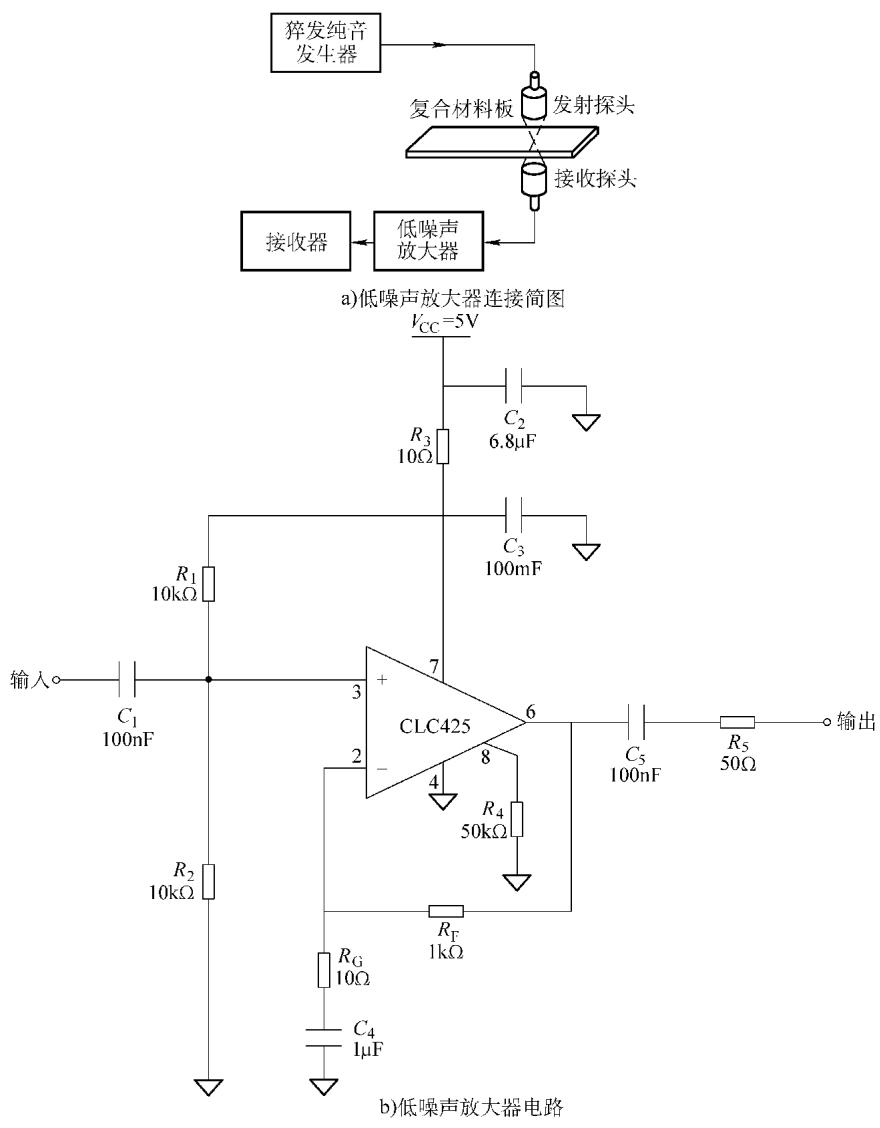
图3 空气耦合检测系统的简化方框图
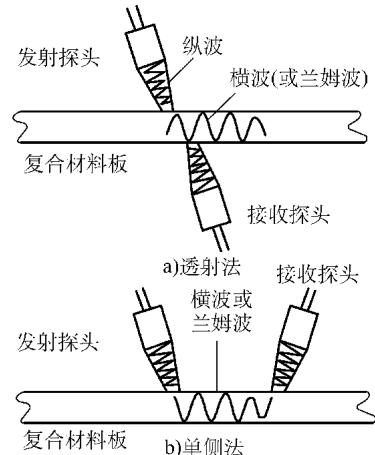
图4 空气耦合斜入射纵波和波型转换
常规油基耦合剂在高温下声速下降、衰减增大。为解决此问题,可采用低熔点合金作为高温耦合剂。例如,一种熔点为70°C的铋-铅-锡-镉共晶合金,在熔化后直至150°C,都能提供非常稳定的回波信号和恒定的声速。当温度超过150°C后,信号幅度的下跌主要是由于合金自身声衰减增大所致。
要获得一张信噪比高、结果可靠的图谱,对样品制备、耦合方式选择、设备参数配置都有极高要求。这正是专业检测实验室的核心价值所在。 精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,专业的权威第三方检测机构,专业检测无损检测,可靠准确。欢迎沟通交流,电话19939716636
选择合适的检测频率,本质上是在穿透能力与分辨力之间寻找最佳平衡点。
一个普遍的误解是,频率越高,分辨力就一定越好。实际上,极高的频率(如750MHz)并不必然带来极窄的脉冲,最终的分辨力还与探头的阻尼、带宽等性能密切相关。
表3 脉冲接触法常用频率范围参考
| 频率范围 | 应用 |
|---|---|
| 25~100kHz | 粗晶材料(如某些铸件) |
| 20kHz~1MHz | 组织粗大的材料,如铜、奥氏体不锈钢铸件 |
| 400kHz~5MHz | 钢、铝及其他细晶材料的铸件 |
| 200kHz~2.25MHz | 塑料、固体火箭燃料等非金属材料 |
| 1.25~10MHz | 拉拔产品(棒、管、型材) |
| 1~10MHz | 锻件(黑色及有色金属) |
| 1~5MHz | 轧制品(薄板、中厚板、棒材) |
| 2.25~15MHz | 陶瓷材料 |
| 1~2.25MHz | 焊缝 |
对比试块是超声检测定量化的基石,它提供了一个已知的人工反射体,用于校准仪器灵敏度,并作为评定未知缺陷大小的参照物。其制作必须严格遵循规范。
表4 对比试块制作核心要求
| 项目 | 要求 |
|---|---|
| 材料 | 内部纯净度:在规定条件下检查,不得有超过允许噪声水平-6dB的任何信号。 声性能:与受检件高度相似。例如,用7A09T6铝合金试块检测多数变形铝合金,用40CrNiMo钢试块检测多数钢件。对于不锈钢、高温合金等特殊材料,必须使用同牌号材料制作。 声穿透一致性:对于一套试块,各块材料的声衰减特性应高度一致,差异需控制在±1dB以内。 |
| 反射体 | 常用平底孔作为基准反射体,也可根据协议采用切槽、侧钻孔等。其尺寸和位置必须符合规定。 |
| 标志 | 清晰标注材料牌号、反射体尺寸、角度、深度等信息。 |
| 入射面 | 形状和表面粗糙度应与受检件保持一致。 |
扫查是探头在工件上移动以覆盖整个检测区域的过程。有效的扫查需满足两个基本点:无遗漏地覆盖检测区域,以及在扫查过程中保持声束以最佳角度入射。
理想的入射方向是使声束中心线与潜在缺陷的主平面垂直,特别是与承受最大应力方向垂直的缺陷面。缺陷的可能取向通常需要通过对工件的低倍组织金相(如锻件的流线)进行研究来预判。
表5 典型工件的声束入射方向选择
| 试件类型 | 建议入射方向(至少) |
|---|---|
| 锻件、挤压件 | 垂直于流线方向的两个相邻面 |
| 矩形截面试件 (长宽比 < 3:1) | 沿长边和短边宽度方向 |
| 正方形自由锻件 | 三个相邻面 |
图5 大型锻件的流线与声束入射方向示例
为了确保探头能“看”到每个缺陷的回波,扫查速度必须与仪器的脉冲重复频率(PRF)相匹配。一个简化的关系式为:
V ≤ (D × f) / n
其中,V是扫查速度,D是探头有效直径,f是脉冲重复频率,n是为保证可靠发现所需的脉冲击中次数(通常取≥3)。
提高PRF似乎能加快扫查速度,但它也可能带来“幻像波”问题。在检测厚大或声衰减小的工件时,过高的PRF会导致前一脉冲的多次底面回波尚未消失,后一脉冲就已发出,从而在屏幕上产生虚假信号。这种幻像波会随着仪器工作时间延长、温度升高而移动,干扰判断。消除幻像波的直接方法是降低PRF,或在工件底面涂覆吸声材料。
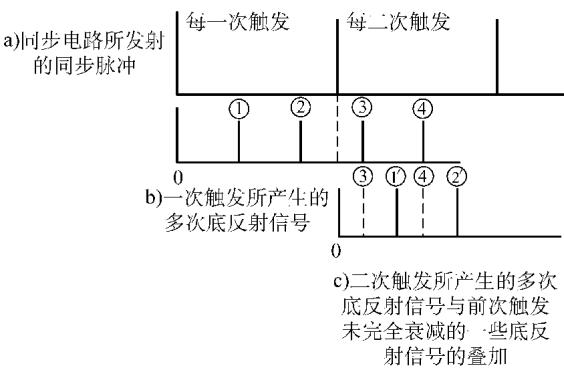
图6 幻像波形成示意图
缺陷回波的幅度是定量评定的核心依据,但它受到众多复杂因素的影响。除了仪器、探头、耦合和工件基体等外部因素,缺陷自身的特性是决定性内因。
不同形状的缺陷,即使投影面积相同,其反射能力也大相径庭。如下图所示,当缺陷换算直径大于1mm时,圆片、长条、球状等不同形状缺陷的反射系数差异显著。当缺陷尺寸远小于波长时,其回波强度会随尺寸减小而急剧下降,极易低于仪器的探测阈值。
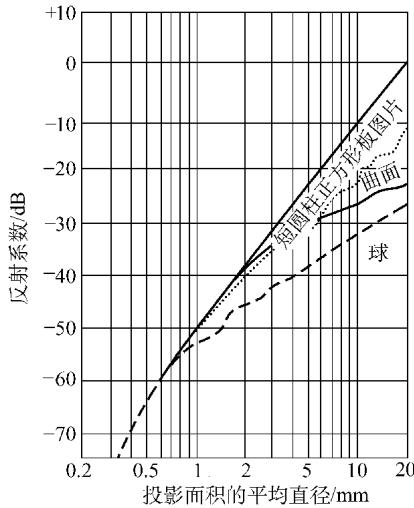
图7 缺陷形状与反射系数的关系(2.25MHz,钢中,埋深200mm)
声束垂直入射时回波最强。然而,自然缺陷的取向是随机的,一旦缺陷平面与声束存在夹角,回波能量将大量偏离探头方向,导致信号幅度急剧下降,从而严重低估缺陷的实际尺寸。
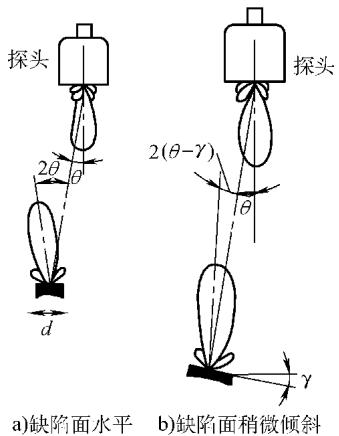
图8 缺陷取向对回波幅度的影响
缺陷尺寸不仅影响回波强度,还决定其反射波的指向性。当缺陷直径(Df)大于2倍波长(λ)时,反射波具有较好的方向性,能量集中。当Df小于2λ时,反射波指向性变差,能量向四周散射,导致探头接收到的信号强度降低。
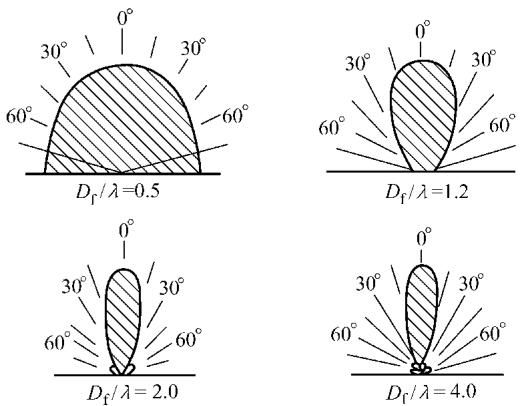
图9 不同尺寸圆片形缺陷的反射波强度分布
由于自然缺陷的复杂性,精确确定其真实尺寸极具挑战。对于传统的A型显示,操作人员通常基于缺陷回波高度、底波损失和缺陷延伸范围等信息,采用以下方法进行评定。
表6 常用缺陷评定方法比较
| 方法 | 使用条件 | 实施方式 | 优点 | 缺点 |
|---|---|---|---|---|
| 当量法 | 缺陷面积小于声束截面 | 将缺陷回波与对比试块中标准人工反射体(如平底孔)的回波在同等条件下比较,若波高和埋深相同,则该人工反射体的尺寸即为缺陷当量尺寸。 | 对指向性不强的小缺陷效果较好;简单易行。 | 需要笨重的对比试块;当量尺寸不等于真实尺寸。 |
| 相对回波高度法 | 仪器垂直线性良好 | 将缺陷回波高度与屏幕满刻度进行比较,以百分比或分贝值表示。 | 可用分贝值直观比较不同缺陷的相对大小。 | 只能得到相对大小的概念,无法定量。 |
| F/Br法 | 工件上下表面平行且与声束垂直 | 同时测得缺陷最高回波F和该位置的底面回波Br,计算F/Br比值。 | 无需对比试块;利用底波的遮挡效应,对大缺陷评定有一定优势。 | 无法确定缺陷大小;未考虑埋深、频率等因素影响。 |
| 回波下降法 | 缺陷面积大于声束截面 | 找到最高回波后,移动探头直至回波下降特定分贝数(如6dB),通过测量探头移动距离来评估缺陷的延伸范围。 | 可对缺陷的长度或面积作出评估。 | 结果受频率、探头尺寸、灵敏度等多种因素影响,操作复杂。 |
一份严谨的检测规程是保证检测质量和结果可重复性的法律文件。它应由本专业的III级(高级)人员编制,并经相关部门批准。其内容必须详尽,至少应包括:
检测记录是产品质量档案的重要组成部分,必须确保其准确、完整、可追溯。记录内容应涵盖:
如果您在实际工作中也面临类似的材料缺陷分析挑战,我们非常乐意与您一同探讨解决方案。












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
