
计算机断层扫描(CT)技术,凭借其能够穿透物体、以三维方式呈现内部结构的独特能力,早已成为工业无损检测(NDT)与材料科学研究中不可或缺的工具。它不仅能“看透”零部件的内部,更能实现从微米级缺陷到宏观尺寸的全方位、高精度量化分析。本文将通过一系列具体的应用案例,深入探讨工业CT在不同领域中的实际应用与技术细节。
利用CT技术提升零部件的尺寸控制精度,是当前一个活跃的研究方向。以一个铝制测试样品为例(图1),研究人员分别使用了320 kV X射线设备和高能线性加速器(LINAC)CT对其进行扫描,旨在对比不同能量源下的尺寸测量能力。
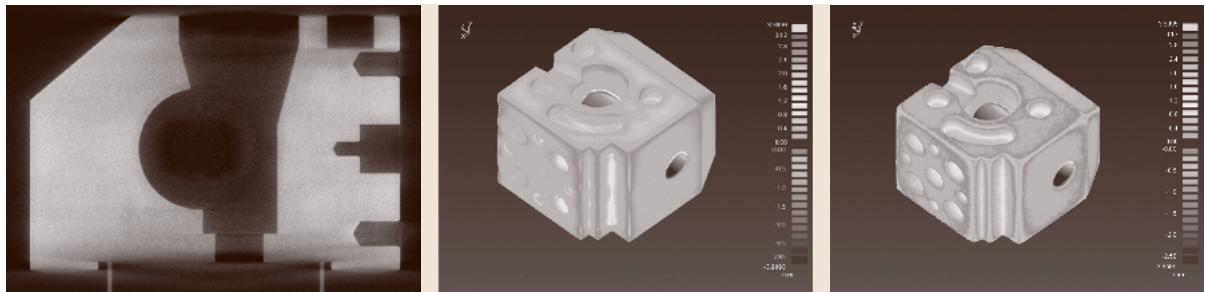
图1 直径约100mm的铝制测试样品。左图为320 kV设备测量的截面图(扫描参数:220 kV, 100 μA, 1.5 mm Sn预滤波, 900个投影/360°, 单个投影曝光2.28s, 体素大小(0.12 mm)³, 矩阵1023×1023×605)。中图显示了其与CAD数据的偏差。右图则展示了其与高能LINAC CT测量结果的偏差(扫描参数:10.5 MeV, 20 Gy, 90 mm Fe预滤波, 720个投影/360°, 单个投影曝光0.8s, 体素大小(0.65 mm)³, 矩阵255×255×201)。
常规的比较流程是将CT扫描获得的体素数据转换为点云,并进一步生成立体光刻(STL)数据格式文件进行分析。通过STL数据进行的对比分析揭示了,计算机辅助设计(CAD)模型与实际样品之间存在明显的偏差。这种偏差主要源于两个方面:一是320 kV设备能量有限,对致密材料穿透力不足导致伪影;二是在LINAC测量中,由于探测器像素尺寸的限制,图像边缘出现了一定程度的平滑效应。这表明,要实现高精度的尺寸控制,必须根据工件的材质和尺寸,选择能量和分辨率都匹配的CT系统。
光缆的传输特性在其安装后或使用寿命期间可能会发生变化。尽管光学时域反射(OTDR)等方法常用于定位缺陷,其精度通常在毫米级别,但对于缺陷的类型、尺寸以及复杂线缆的几何形态控制,CT分析则能提供更全面的信息。
图2展示了对一段48 mm长光缆的CT扫描结果,包括一个垂直切片和两个水平切片。可以看到,每四根光纤组成一束,被包覆在保护套中。七个保护套中的一个并未包含光纤。每根光纤的直径为125 μm,光缆外径为16 mm。CT图像清晰地揭示了部分保护套存在缺陷(图2右下角),以及光纤束的包覆不完整等问题。为了避免样品制备过程引入的人为影响,此次检测的样品取自一段长达15米的完整光缆段。
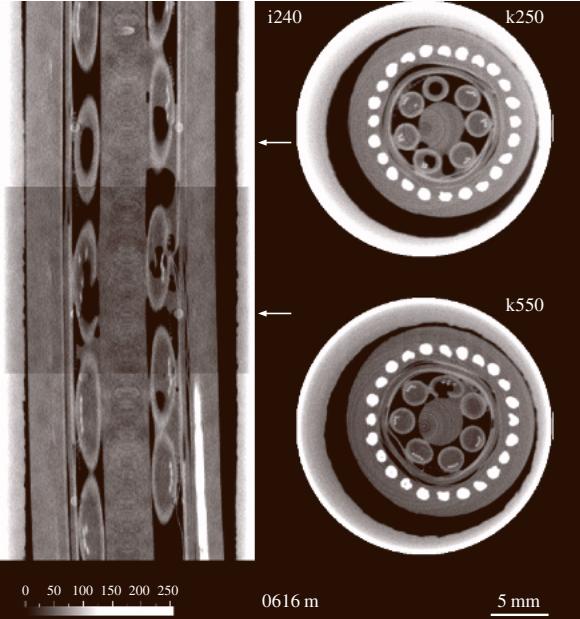
图2 光缆的垂直切片与两个水平切片。
对于高密度材料,如电子束焊接的铜构件(尺寸约40×100×300 mm),高能3D CT是进行内部缺陷提取的有效手段。在进行检测概率(POD)研究时,通常需要对体积型缺陷进行100%的全检。由于平板探测器的尺寸限制,该样品通过三次不同位置的扫描完成,并在图像重建后将重叠的数据集拼接起来。
重建后的图像不可避免地会存在由散射、束状硬化及探测器固有效应引起的伪影。因此,需要采用专门的滤波算法来抑制这些伪影。图3展示了处理后的样品截面。

图3 电子束焊接的铜罐截面(尺寸40×100×300 mm)。左图为包含缺陷的截面图,中图为缺陷分割后在平面上的投影,右图为缺陷转换为STL数据格式后的形态。(扫描参数:LINAC 10.5 MeV, 15 Gy, 90 mm Fe预滤波, 720个投影/360°, 单个投影曝光0.2s, 体素大小(0.653 mm)³, 矩阵255×255×532)。
缺陷的评估通过两种方式进行:一是利用图像处理系统AVS中开发的局部阈值分割模块(如STL转换模块);二是使用Volume Graphics(VG Studio Max)图像处理软件。将构件外形和内部空洞的几何信息整合后,转换为STL格式,以便与超声检测结果进行比对,并为焊接过程的理论模拟提供数据支持。在本案例中,通过AVS系统测得样品中所有缺陷的总体积为1100个体素,而VG系统的结果为1072个体素,两者高度吻合,样品总体积为4,304,500个体素。
获取精确的内部缺陷数据,对设备参数配置、伪影校正和图像后处理算法都有极高要求。这正是专业检测实验室的核心价值所在。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,专业的权威第三方检测机构,专业检测工业CT无损检测,可靠准确。欢迎沟通交流,电话19939716636
CT成像方法结合其高度的几何尺寸准确性,使其成为校准其他NDT方法(如超声波(UT)或涡流技术)的理想工具。图4展示了对带涂层的涡轮叶片进行的缺陷研究。常规光学方法只能观察到涂层表面的缺陷,无法探知基体材料内部的情况。而高分辨率CT则能够清晰地解析裂纹的完整形态。

图4 带有保护涂层(厚度约400 μm)的涡轮叶片。CT截面图显示了仅存在于保护层中的裂纹(右图)以及贯穿到基体材料的裂纹。
通过CT分析裂纹的构型,其结果被用作校准涡流检测方法的基准。如果您在实际工作中也面临类似的涂层与基体裂纹的区分难题,我们非常乐意与您一同探讨解决方案。
泡沫材料内部孔隙尺寸的测量方法取决于孔隙是闭合的还是连通的。
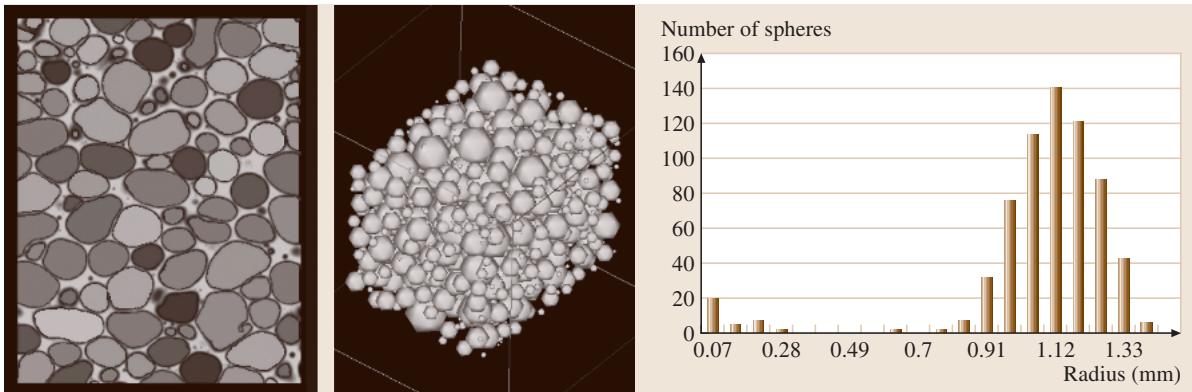
图5 孔隙检测(左图)。根据计算出的孔隙体积,在孔隙中心位置生成等效直径的球体(中图)。右侧图表显示了孔隙尺寸的分布情况。
通过比较压缩前后样品的3D CT图像,可以研究泡沫材料在强度测试中的失效机制。为此,研究人员开发了一个3D图像对比程序。首先,定义一个比平均孔径大的对比区域。然后,该区域在3D空间中向不同方向移动,直到与初始样品中的对应区域达到最佳匹配,并将强度测试后样品各部分的位移写入一个数组。通过这种方式,可以获得样品所有微小区域相对于初始样品在三个方向(Δx, Δy, Δz)的位移。
如图6所示,压缩测试后的位移量(单位:mm)通过不同的灰度等级叠加在原始泡沫结构上,直观地展示了压缩泡沫相对于原始状态的内部变形情况。
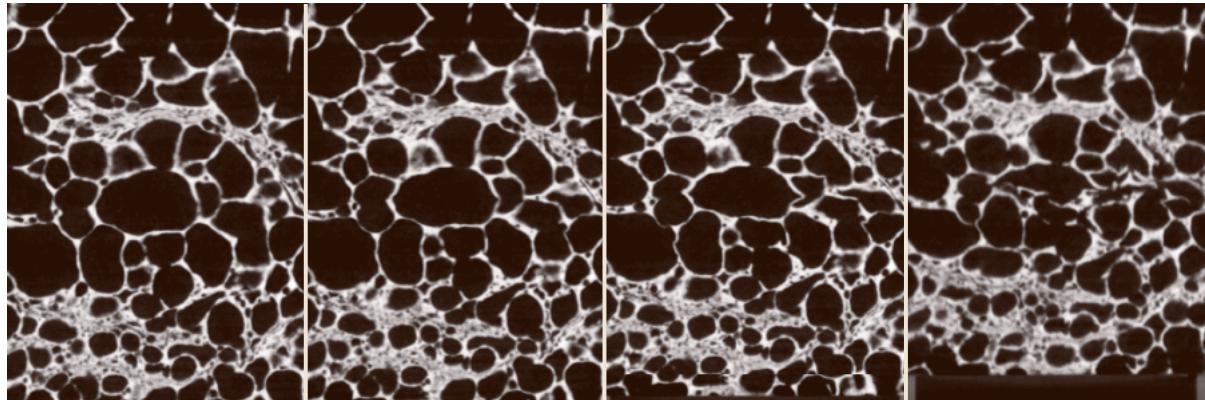
图6 泡沫在压缩前及三个压缩状态后的同一个垂直切片。通过对比不同的3D图像数据集,提取出相同位置的切片,以显示泡沫的内部变形。
自伦琴发现X射线以来,无损检测技术就一直被应用于艺术品研究。在与柏林国家博物馆的长期合作中,研究人员检测了多件大型希腊和罗马时期的青铜器,以评估其工艺痕迹和内部结构。例如,2000年在BAM(德国联邦材料研究与测试中心)对希腊时期的盖蒂青铜像和奥古斯都早期的佛罗伦萨伊多利诺小雕像进行了内部探查。
图7展示了对伊多利诺小雕像的数字射线照相(DR)图像(左图),用于精确定位截面扫描的位置。而断层扫描图(右图)则揭示了雕像的内部结构,包括用于将不同铸造部件拼接在一起的结构细节。
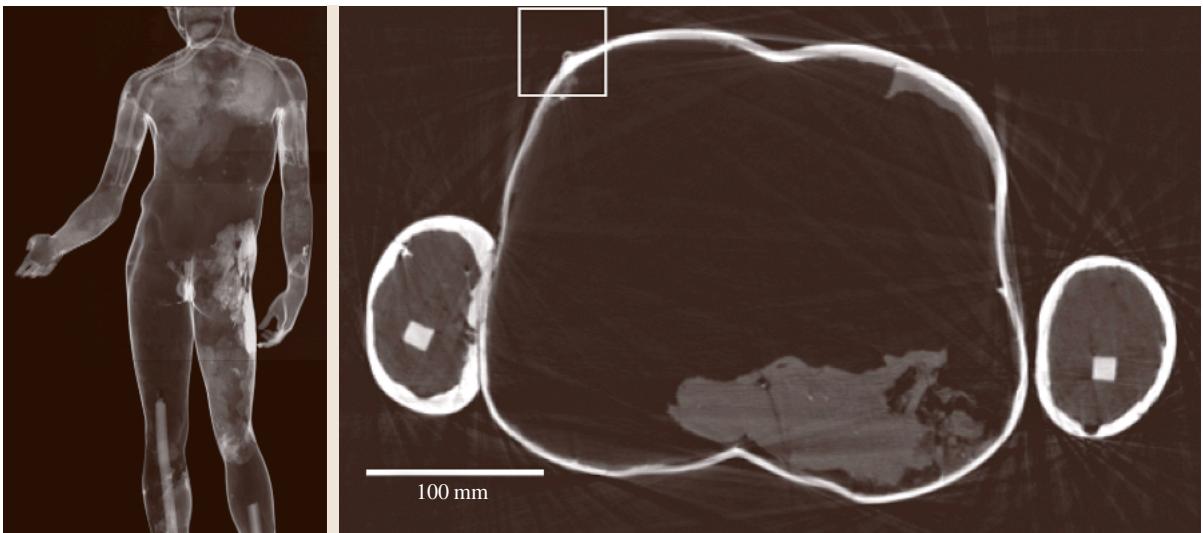
图7 古代青铜雕像伊多利诺的数字射线照相(左图)。右侧的CT截面图展示了其内部结构以及将独立铸造部分拼接在一起的工艺。
图8是图7中白色方框区域的五倍放大细节图,更清晰地展现了古代工匠的精湛技艺。
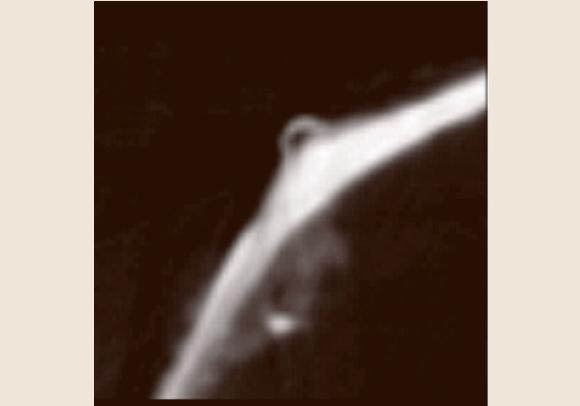
图8 图7中白色方框标记区域的五倍放大细节图。












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
