
在表面形貌分析领域,对表面轮廓或面积进行可视化,无疑是最直观且强大的工具。通过直接观察形貌图,我们能获取大量关于表面功能性的关键信息。然而,一旦需要进行定量评估,引入各类表征参数就变得不可或缺。
例如,在研究摩擦与磨损特性时,表面峰顶(Peaks)至关重要,因为表面间的相互作用主要集中在这些点上。与之相对,谷底(Valleys)则对润滑油的保持能力有重要影响,但同时,裂纹扩展和腐蚀也往往始于这些区域。对于承受高应力的部件,Rz参数(轮廓最大高度)就很有参考价值,因为任何显著的峰谷差值都可能预示着裂纹扩展的高风险区域。无论是定性还是定量表征,三维分析都比传统的二维方法更具优势,能够提供远为丰富的信息。已有研究提出通过测量表面织构的改变来识别不同的磨损机制,并成功应用于深冲盘的分析。通过结合使用面区域支承率曲线参数Spk(峰部区域高度)和Svk(谷部区域深度),研究人员能够有效区分粘着磨损、磨粒磨损、疲劳磨损以及犁削和材料拾取等现象。面区域分析的另一项重要应用在于量化三维特征,如主导织构方向、接触微凸体的形状、储油凹坑的分布以及谷底的连通性等。
必须反复强调的是,任何单一的、本质上是综合性指标的参数,都无法完整描绘一个复杂表面的真实情况。每个参数只能反映微观几何纹理的某些特定方面,其解读需要建立在深刻理解的基础上。
以最广为人知的Ra(轮廓算术平均偏差)参数为例,它本身并不能告诉我们任何关于部件功能性能的信息。如下图所示,许多功能特性截然不同的表面,却可以拥有完全相同的Ra值。
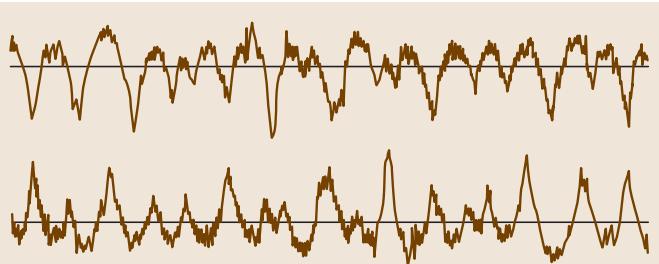
图1 两个具有相同Ra和Rz值,但功能行为迥异的轮廓
当然,Ra并非一无是处。它可以作为一个有效的过程控制参数。当生产过程中Ra值发生变化,可能意味着某些工艺条件已改变,例如刀具几何形状、切削速度、进给量或切削液的作用。但作为一个平均值,Ra无法用于控制具有层状结构的表面,如平台珩磨表面。一条基本准则是:强烈建议将参数与对表面形貌的目视检查结合使用。 商业软件(如SPIP™)的应用展示了如何结合表面形貌分析,提取全面的信息。
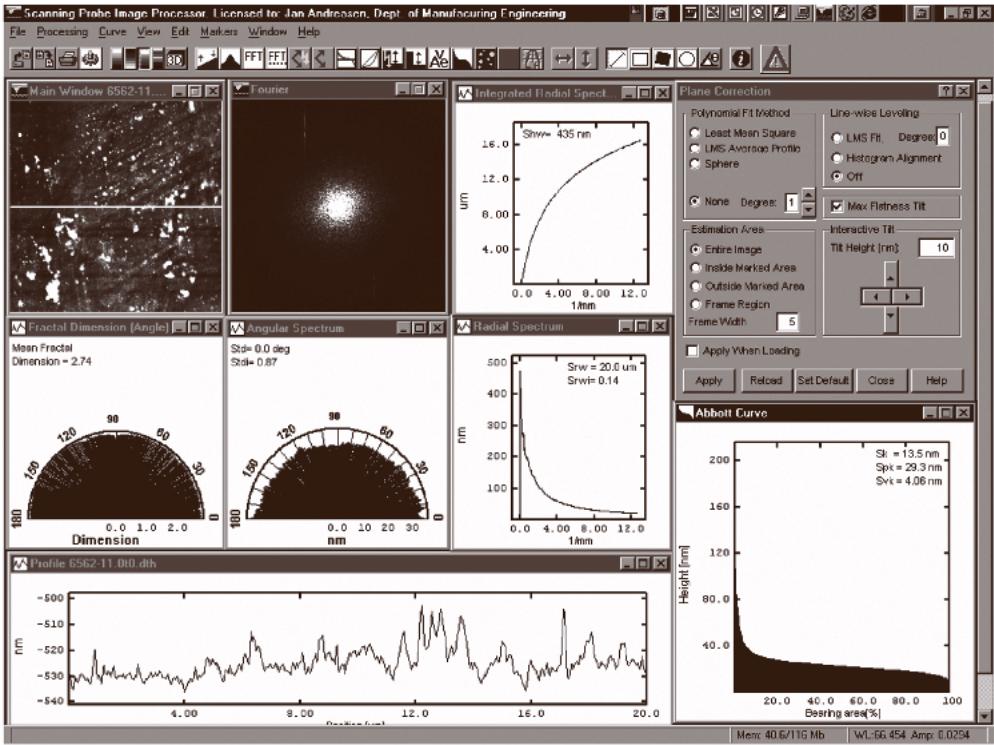
图2 使用SPIP软件进行表面分析并提取综合信息的示例
除了参数解读的复杂性,测量的误差源是另一大局限。粗糙度参数本身可能因其定义而产生较大变化,也可能因为表面存在的灰尘、毛刺或划痕等偶然特征而变得不稳定。
在计量学层面,触针式轮廓仪存在一个根本限制:测针的几何形状本身就像一个机械滤波器,无法复现比它更微小的细节。触针法能达到的分辨率,取决于接触点附近实际的表面斜率和高度。一些描述表面形状的参数会直接受到测针几何形状的影响,例如,测针的尖端半径R会被加到峰顶的半径上,并从谷底的半径中减去。此外,测针施加在表面上的力可能引起表面的塑性变形,从而影响测量结果。同样,在原子力显微镜(AFM)中,探测针尖的几何形状以及仪器和测量条件带来的误差源,也对分辨率构成了限制。
一个必须正视的现实是,目前没有任何现有仪器可以被视为真正的三维测量设备。无论是触针式仪器、扫描探针显微镜(SPM)还是光学仪器,充其量只能算是“2.5D”的。通常情况下,其垂直测量范围仅为横向范围的十分之一左右。市面上没有哪种商用仪器能够胜任对深腔、深孔或凹槽的测量,更不用说隐藏的内部细节了。对表面细节进行真正的三维表征,是整个行业亟待解决的需求。要准确评估和控制产品表面的功能性,就需要穿越参数和仪器的重重迷雾,这正是专业检测实验室的核心价值所在。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,专业的权威第三方检测机构,专业检测表面形貌与粗糙度分析,可靠准确。欢迎沟通交流,电话19939716636












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
