
作为一名在顶级检测实验室处理过无数碳材料失效案例的科学家,我经常遇到一个令人扼腕的场景:一个价值数百万、研发周期长达数年的项目,最终的性能瓶颈,竟追溯到了一个最不起眼、最容易被忽视的环节——机加工车间的粉尘控制。您可能很难相信,一套设计或维护不当的通风除尘系统,其破坏力足以让您在新能源、半导体或特种冶金领域的心血付之一炬。
原文教科书式地罗列了除尘设备的维护清单,但它没有告诉你的是,这些清单上的每一项,背后都关联着一个可能导致产品批次报废的“坑”。今天,我们不谈操作手册,只谈那些隐藏在粉尘背后的致命细节,以及如何从源头扼杀这些潜在的风险。
一个残酷的事实是,炭和石墨制品在机加工中,约有15%的毛坯质量会转化为碎屑和粉尘。传统观念将其视为需要处理的“废料”或需要回收的“成本项”。这是一个危险的误区。在高性能碳材料的应用语境下,这些粉尘是:
潜在的交叉污染源: 想象一下,为半导体热场部件加工的5N级(99.999%)高纯石墨,其粉尘与旁边工位加工的普通电极石墨粉尘在除尘系统中混合。如果回收再利用,这将是一场灾难。即便是排放,不充分的捕集也会让这些高导电性粉尘落在精密机床的导轨和电路板上,造成难以排查的磨损与短路。
产品性能的“随机变量”: 对于锂电池负极材料等领域,回收的石墨粉料是宝贵的二次资源。但如果除尘系统效率不稳,漏风、堵塞等问题频发,会导致回收粉料的粒度分布、比表面积、甚至纯度发生剧烈波动。您是否曾困惑于为何两批次使用相同回收料的负极,其首次库伦效率和循环寿命却天差地别?答案可能就在您头顶的管道里。
因此,管理粉尘,本质上是在管理一个动态的、对产品质量有直接影响的关键变量。
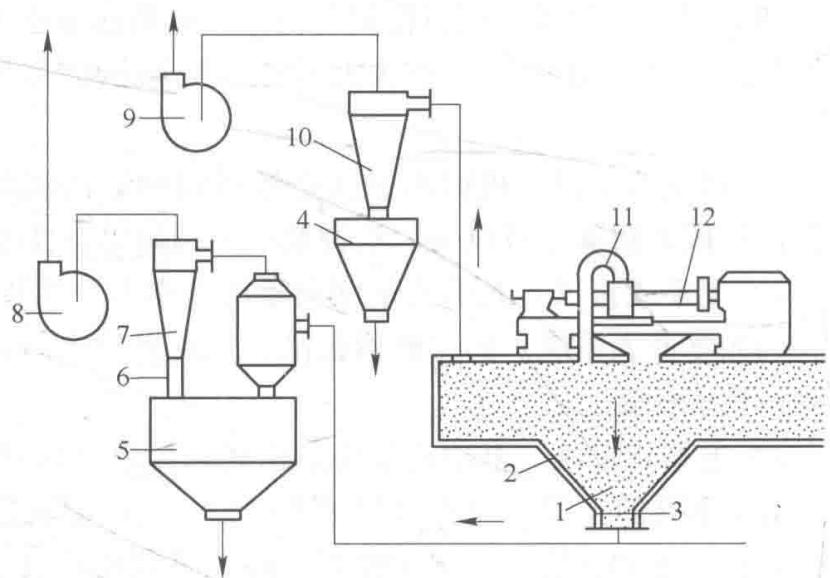
图1 机加工车间通风除尘系统示意图
原文的故障列表是真实的,但其背后的连锁反应远比文字描述的要严重。让我们从一个首席科学家的视角,重新解读这些“常见问题”。
原文提到“漏风5%,效率降低50%”。这个数字背后是什么?
失效场景: 旋风除尘器的排灰口密封不严,或袋式除尘器的箱体密封失效。
传统理解: 吸力下降,车间粉尘浓度升高。
深层解读: 这远不止吸力下降。漏风会彻底改变整个系统的气流平衡。在负压系统中,不正常的漏风点会产生局部涡流和低速区。这意味着,本该被高效捕集的、粒径更细、纯度可能更高的粉尘,会在这里沉积、聚集。当系统启停或气流波动时,这些沉积的粉尘又会被瞬间带走,形成一股高浓度的“污染脉冲”,直接污染后续的滤袋或进入其他物料仓。漏风,是导致回收料成分不均、批次稳定性差的头号元凶。
管道堵塞,尤其是在弯管和水平管段,看似是一个简单的物理问题。
失效场景: 气力输送管道内物料沉积,导致系统“梗阻”。
传统理解: 输送效率降低,电机电流下降,需要停机清理。
深层解读: 堵塞的发生和发展过程,本身就是对物料的二次“筛选”和“加工”。在堵塞点,气流速度急剧变化,不同粒径和密度的颗粒会发生分层。反复的启停、敲击振动疏通,会严重破坏回收物料的均一性。更致命的是,高速运动的石墨颗粒是极强的磨料,堵塞点的反复摩擦和撞击,会加剧管道(特别是弯头处)的磨损。磨损下来的金属离子(如来自管道的铁、铬、镍),哪怕只有ppb级别,也足以成为半导体或电池材料中的致命杂质。
风机、减速机和螺旋输送机的机械振动与磨损,通常被视为设备寿命问题。
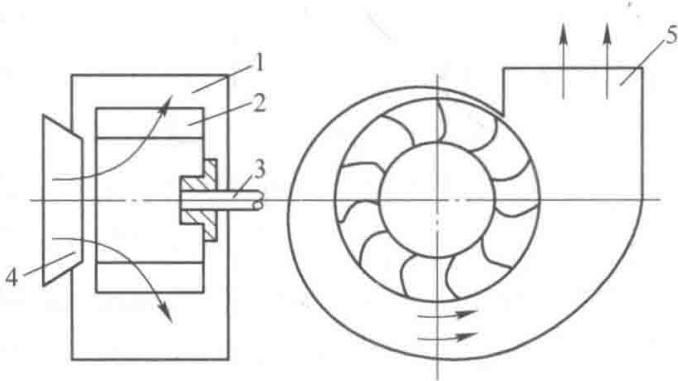
图2 离心式通风机构造示意图
失效场景: 风机叶轮不平衡、轴承磨损、联轴器不同心等。
传统理解: 噪音大,能耗高,有停机风险。
深层解读: 在高纯石墨加工环境中,任何非正常的机械接触都可能是灾难性的污染源。叶轮与机壳的轻微碰擦、轴承磨损产生的金属微粒,都会被强大的气流瞬间卷入整个系统,均匀地“撒”在您宝贵的石墨粉料中。您花费巨大成本提纯的材料,可能在回收的最后一步,被风机“二次污染”。因此,对风机的振动和温升监控,不仅仅是设备维护,更是保障材料纯度的关键质量控制点。
下表浓缩了常见故障与其对产品质量的潜在影响,这才是工程师和研发人员真正需要关注的。
表1 通风除尘系统故障与产品质量风险关联
| 故障现象 (表象) | 根本原因分析 | 对最终产品的潜在致命影响 |
|---|---|---|
| 除尘效率低下,外排超标 | 滤袋破损/堵塞、密封不严(漏风)、清灰系统失效 | 1. 交叉污染:不同牌号、纯度的粉尘混合。2. 批次不稳:回收料粒度、纯度无法保证。3. 环境与安全:高导电粉尘引发设备短路。 |
| 管道/设备堵塞 | 气量不足、物料过载、管道设计不合理 | 1. 成分偏析:堵塞点物料分层,破坏均一性。2. 二次污染:疏通时引入杂质,管道磨损释放金属离子。3. 生产中断:影响整个加工流程。 |
| 风机/电机异常振动或温升 | 转子不平衡、轴承磨损、安装不同心 | 1. 金属杂质污染:磨损件(轴承、叶轮)释放ppb级金属离子。2. 系统失稳:不稳定的气流影响捕集效率和物料输送。 |
| 气力输送能力下降 | 系统漏风、锁气器磨损、管道磨穿 | 1. 能耗剧增。2. 回收率降低:高价值细粉逃逸。3. 纯度下降:漏风点吸入环境空气中的水分、油污等。 |
看清了问题的本质,解决方案便不再是简单的“头痛医头”。您需要的不是一个“修理工”,而是一个能读懂系统“健康指标”的“工艺医生”。
分级分类回收,从源头避免交叉污染: 对不同纯度、不同用途的石墨制品,必须设计物理隔离的除尘回收系统。这是最高原则,任何妥协都可能导致前功尽弃。
关键点参数化监控,而非事后维修: 在关键位置(如主管道、除尘器进出口)安装压差、流量和粉尘浓度传感器。监控电机电流和轴承温度。这些连续的数据能让您在故障发生前就洞察到系统的微小变化,将维护从“被动响应”转为“主动预测”。
将回收料视为“产品”,进行质量检测: 定期对回收的粉料进行严格的质量分析,这应成为生产流程的一部分。至少应包括:
粒度分布(PSD)分析: 验证回收过程是否稳定。
微观形貌分析(SEM): 检查颗粒是否在回收过程中受损或团聚。
痕量金属元素分析(ICP-MS/OES): 这是最高优先级的检测!用于监控整个系统(管道、风机等)是否对材料造成了二次污染。
所以,一份真正有价值的检测报告,绝非冰冷数据的堆砌,而是基于应用场景的深度解读。它能将微观世界的‘蛛丝马迹’,翻译成指导你工艺优化、供应链筛选和性能突破的‘行动指南’。当常规检测手段已无法解释您的产品性能波动或失效问题时,或许是时候寻求更深层次的微观洞察了。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,提供专业的石墨制品加工失效分析服务,为您的材料研发与质量控制保驾护航。欢迎垂询,电话19939716636












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
