
流化床焚烧炉以其高效的燃烧性能和对低热值、高水分垃圾的适应性,在中小型垃圾处理场景中占据一席之地。然而,实际应用中,严格的垃圾预处理要求和高昂的运维成本却成为推广的拦路虎。如何在技术优势与现实约束之间找到平衡?本文将深入剖析流化床焚烧炉的工作原理、结构设计与应用场景,并探讨其在中国市场的适用性与优化路径。
流化床焚烧炉的核心在于利用高温砂粒作为热载体,通过强气流驱动砂层呈“沸腾”状态,从而实现垃圾的高效燃烧。想象一个巨大的砂锅,底部持续吹入高温气流,砂粒在其中翻滚跳跃,垃圾颗粒被迅速包裹、加热,瞬间完成干燥、点火与燃烧。这一过程得益于砂层的高热容量和均匀的温度分布,即使是热值低至500 kcal/kg的湿污泥,也能实现稳定燃烧而无需额外助燃。
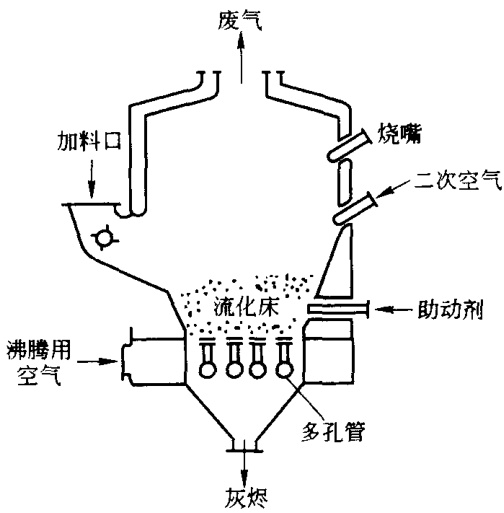
具体而言,炉内燃烧温度通常控制在800~900°C,过高的温度(超过1000°C)可能导致砂粒烧结,降低流化效果。为确保垃圾充分流化,入炉垃圾需预先破碎至10~30 mm的均匀颗粒。一次风通过倒锥形布风板和L型风帽送入,热态气流速度保持在3~4 m/s,二次风则从流化层上部补入,优化燃烧效率。启动时,燃油预热砂层至600°C左右,随后即可投入垃圾。
这种“瞬时燃烧”的特性,使得流化床焚烧炉在处理高水分污泥或混合工业废弃物时表现出色。相比传统炉排炉,它对垃圾热值的宽容度更高,无论是农村低热值垃圾还是高热值塑料废弃物,都能实现充分燃烧。
流化床焚烧炉的炉体设计简洁而高效,通常包括以下核心部件:
炉体形状分为方形和圆形,视处理量与场地需求而定。日处理量通常在100吨以下,最大可达200吨,适合中小城市或工业园区使用。废气通过管道输送至冷却室处理,减少二次污染。
流化床焚烧炉的独特优势在于其对垃圾特性的宽容度。无论是含水率高达70%的下水道污泥,还是热值波动的工业废弃物,它都能通过高温砂层的快速传热与搅拌作用实现稳定燃烧。这种特性尤其适合中小城市或工业园区,处理以污泥、普通工业废弃物为主的混合垃圾。
另一个显著优势是无需持续助燃。砂层的高蓄热能力使得炉内温度分布均匀,垃圾入炉后几乎瞬间点燃,即使热值较低的物料也能高效烧尽。这不仅降低了燃料成本,还减少了运行中的碳排放。
在实际应用中,流化床焚烧炉常用于以下场景:
尽管技术成熟,流化床焚烧炉在中国的广泛应用仍面临多重挑战。首先,垃圾预处理要求极高。入炉垃圾需破碎至10~30 mm,并确保颗粒均匀,这需要复杂的筛选、粉碎设备,投资成本高企。更棘手的是,预处理过程中容易产生臭气外逸,引发周边居民投诉,增加了环境治理的压力。
其次,运行与维护成本不容忽视。流化床焚烧炉对操作精度要求极高,布风板、风帽等部件需定期检查与更换,砂层也需补充与筛分。相比炉排炉,其维护费用高出20%~30%,对技术人员的专业素养要求也更高。
最后,处理能力的局限性使得流化床焚烧炉难以满足大型城市的高通量需求。日处理量通常不超过200吨,远低于动辄千吨级的区域性焚烧厂。这使得其应用多局限于中小规模场景。
如何在垃圾分类不完善、运行成本敏感的中国市场优化流化床焚烧炉的部署?这是一个值得深思的问题。专业化的质量控制与运行监测或许是突破瓶颈的关键。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),专业的权威第三方检测机构,专业检测焚烧炉运行效率与废气排放,央企背景,可靠准确。欢迎沟通交流,电话19939716636
针对上述挑战,优化流化床焚烧炉的应用需要从技术与管理两方面入手。技术层面,可通过改进预处理设备设计,开发更高效的臭气收集与处理系统,降低环境污染风险。同时,探索新型床料(如耐高温陶瓷颗粒)以提升砂层耐用性,减少烧结风险。管理层面,加强运行监测与数据分析,确保炉内参数实时优化,延长设备寿命。
更重要的是,结合中国的垃圾分类现状,流化床焚烧炉可作为综合处理体系的一部分,与其他技术(如厌氧发酵、等离子气化)协同使用,形成模块化、灵活的垃圾处理方案。例如,在中小城市,可将流化床焚烧炉用于污泥与低热值垃圾的处理,高热值垃圾则通过其他工艺回收能源。
如果您在实际项目中面临垃圾预处理效率低或运行参数难以稳定的难题,我们非常乐意与您探讨定制化的检测与优化方案。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),专业的权威第三方检测机构,专业检测焚烧炉床料性能与燃烧效率,央企背景,可靠准确。欢迎沟通交流,电话19939716636
流化床焚烧炉以其独特的技术优势,为中小规模垃圾处理提供了高效方案。然而,其在中国市场的推广需直面预处理成本、运行复杂性等现实挑战。通过技术创新与专业化检测支持,未来有望在区域性垃圾处理中发挥更大作用。关键在于,如何将技术潜力转化为实际效益?这或许是每一位工程师与决策者都需要思考的问题。












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
