EBSD制样天坑:为什么你的“镜面”样品,在电镜下是一场灾难?你是否也经历过这样的绝望:样品在金相显微镜下光亮如镜,平整无瑕,满怀信心地放进扫描电镜(SEM)准备进行E···
全国咨询热线
你是否也经历过这样的绝望:样品在金相显微镜下光亮如镜,平整无瑕,满怀信心地放进扫描电镜(SEM)准备进行EBSD分析,结果得到的却是一张布满噪点、标定率惨不忍睹的图谱?问题出在哪? 作为一名常年奋战在一线的EBSD应用科学家,可以负责任地告诉你:你看到的“镜面”,很可能只是一个精致的谎言。在EBSD那双能够洞察晶格完整性的“火眼金睛”下,肉眼和光学显微镜无法察觉的表面塑性变形层——我们称之为“贝比层”(Beilby Layer)——无所遁形。它正是导致你EBSD标定率低、数据质量差的头号元凶。 今天,我们不谈设备参数,只深入剖析EBSD样品制备中最基础、也最容易被忽视的环节——机械抛光。这趟旅程,我们将从源头开始,一步步揭示那些隐藏在“切割→镶嵌→研磨→抛光”标准流程下的“天坑”。 EBSD样品制备的成败,从你切下第一刀时就已注定。切割,远非“把料切下来”那么简单,它是在样品表面制造第一道、也是最深一道“创伤”的过程。不同的切割方式,其引入的损伤层深度可以相差百倍。 看看这张纯钛切割后的表面,晶格的扭曲触目惊心。这还只是冰山一角。 一个常见的误区是,只要后续磨得够久,任何切割损伤都能去掉。但真相是,野蛮的切割(如干切、过快的砂轮机)不仅会造成巨大的塑性变形,其产生的热量足以引发材料表层的相变、再结晶甚至析出。这些“伪组织”深埋于材料内部,后续的任何机械研磨都可能无法完全根除。 表1. 25mm直径中碳钢在不同切割条件下的损伤深度 看到那个惊人的900μm了吗?这意味着,如果你用错了砂轮片还追求速度,后续需要磨掉近1毫米的厚度才能触及“真实”的组织。这不仅是时间的浪费,更是对样品完整性的巨大破坏。 精工博研的制样哲学:切割的唯一目标是“以最小代价分离样品”。我们坚持为不同硬度和韧性的材料匹配最优的切割方案——从金刚石线切割到精密砂轮切割机,始终伴随充足的冷却液,确保热损伤和机械损伤降至最低。第一步的克制,是为了后续所有步骤的从容。 研磨,即用SiC砂纸从粗到细逐级打磨的过程,其核心任务只有一个:彻底拆除切割阶段留下的深层损伤区。 这里的关键在于“彻底”二字。很多人习惯于按固定时间换砂纸,比如每张3分钟。但这种“流程化”操作极具风险。砂纸的切削效率在使用初期最高,几分钟后磨料颗粒变钝,从高效的“切削”模式转变为低效的“摩擦”模式,反而会引入新的、更隐蔽的变形层。 正确的做法是什么?在每一步研磨后,用光学显微镜检查表面。你的目标不是看它有多平,而是要确认上一道砂纸留下的划痕已经被完全、均匀地被新划痕替代。只有这样,你才能确保损伤层在被逐级“抬升”并最终移除。 一个残酷的事实:大多数EBSD制样失败,都源于研磨阶段的“手下留情”。 当样品经过1200#甚至更高目数砂纸的精磨后,我们进入了最关键的决战——最终抛光。这一步的目标,是去除精磨留下的细微划痕和最后一层塑性变形。 传统的金刚石抛光膏/悬浮液(如从15μm到0.25μm)是纯粹的物理研磨,依靠更硬的颗粒去“刮”掉材料。对于硬质材料,这或许足够。但对于大多数金属,尤其是韧性好的铝、铜、钛合金,纯机械力很容易造成表面材料的“塑性流动”,形成一层看似光滑、实则晶格紊乱的“伪装层”。 此时,我们需要引入一种更智慧的武器——硅溶胶(Colloidal Silica)。 硅溶胶的抛光液(通常粒径小于50nm)是EBSD制样的游戏规则改变者。它并非单纯的机械研磨,而是一种化学-机械抛光(CMP)。其奥秘在于: 1. 机械作用:纳米级的SiO₂颗粒进行精细的物理去除。 2. 化学作用:其碱性环境会对样品表面进行微弱的、选择性的化学腐蚀。这种腐蚀会优先作用于能量更高、晶格畸变最严重的区域(如划痕尖端、变形晶粒),将其“软化”。 化学软化与机械去除的协同作用,使得硅溶胶能够精准地剥离掉最后一层“有病”的原子,露出下方健康、无应力的晶格表面。这才是EBSD真正需要的理想表面。 对于那些极软(如高纯铝、铟、锡)、极易变形或多相硬度差异巨大的材料,即便是最温柔的硅溶胶手动抛光,也可能引入新的损伤。这时,我们需要请出终极武器——振动抛光机。 振动抛光机通过高频的水平微振动,让样品在覆盖着硅溶胶的抛光布上“自行”研磨。这个过程几乎不施加垂直压力,是目前公认的、引入应力最小的机械抛光方法。它耗时较长(数小时甚至更久),但对于挑战性极高的材料,这是获得高质量EBSD数据的唯一途径。 这不仅仅是设备的胜利,更是理念的胜利:从用蛮力“磨”平,到用耐心“养”出完美表面。 从切割到最终抛光,EBSD样品制备是一条布满陷阱的链条,任何一个环节的疏忽,都会导致最终数据的崩盘。一张高标定率、能进行精确应变分析的EBSD图谱,背后是制样者对材料科学的深刻理解、对工艺细节的极致把控,以及昂贵设备与丰富经验的完美结合。 如果你还在为EBSD标定率低而苦恼,为样品表面的“神秘面纱”而困惑,或许是时候停止无谓的试错了。将专业的事交给专业的团队,让您的研发与品控真正做到有的放矢,这正是我们存在的价值。 精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,提供专业的EBSD样品制备与分析服务,为您的材料研发与质量控制保驾护航。欢迎垂询,电话19939716636EBSD制样天坑:为什么你的“镜面”样品,在电镜下是一场灾难?
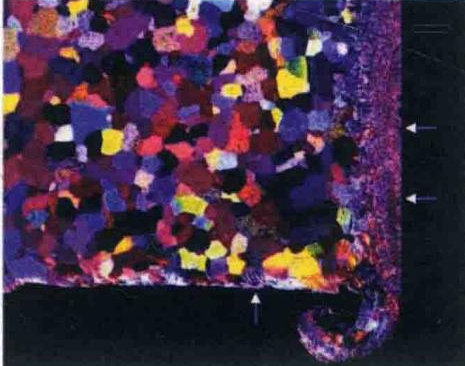
一、万恶之源:从切割开始的“原罪”
图1. 纯钛切割后引入的严重变形损伤层砂轮片 切割速率 损伤层深度/μm 软粘接氧化铝 慢 10 快 45 硬粘接氧化铝 慢 20 快 900 钢锯 正常手锯 70 + 200 二、研磨的真谛:不是磨平,是“拆除”
三、最终抛光:从“物理对抗”到“化学对话”
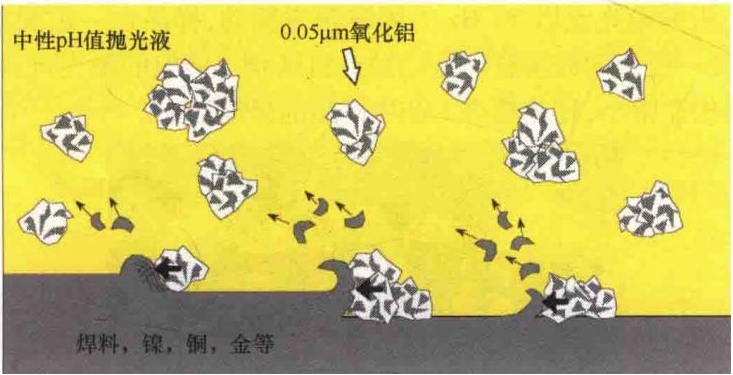
图3(a). 中性氧化铝抛光液:纯粹的机械刮擦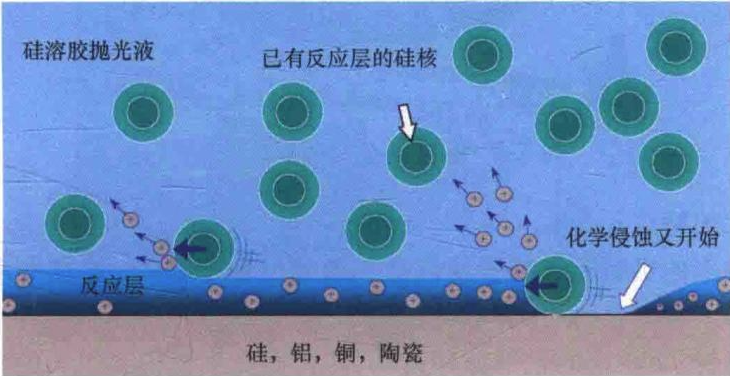
图3(b). 碱性硅溶胶抛光液:化学腐蚀与机械研磨协同,高效去除损伤层四、终极武器:当一切机械手段都失效时

图4. 振动抛光机:以近乎“零应力”的方式实现最终完美表面结论:专业的事,交给专业的团队
一对一为您答疑解惑













 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价