
磁声发射(MAE)技术与磁巴克豪森噪声(MBN)技术一脉相承,在实际应用中,其检测程序、样品制备乃至校准曲线的构建,均与MBN检测高度相似。目前,MAE技术的核心应用集中在两大领域:一是材料内部的残余应力检测,二是材料显微组织结构的精细表征。
利用MAE信号强度与材料所受应力之间的内在依赖关系,可以对众多关键零部件和结构件的残余应力进行有效的无损评估。无论是工业领域的焊接件、压力容器、火车轮,还是国防装备中的战车装甲、炮筒、导弹壳体,其制造和服役过程中产生的残余应力,均可通过MAE技术进行测量。更进一步,在材料的疲劳过程中,通过连续监测MAE信号的变化,可以动态追踪残余应力的演化,从而为预测材料的疲劳寿命提供关键数据。
MAE检测在此领域一个颇具吸引力的优势在于其检测深度。相较于应用广泛的X射线衍射法(XRD)仅能探测材料表面约20μm深度的信息,MAE技术的探测深度可达十几毫米,能够真正反映构件本体的应力状态。
图1展示了对含有两道焊缝的低碳钢板进行检测时,MAE信号随外加磁场H的变化情况。图中A、B、C代表了不同的磁化位置与方向,通过分析在不同位置和方向上测得的MAE信号(图中数值为传感器接收到的μV级信号)的差异,便可以判断出焊接区域残余应力的大小和方向分布。这使得MAE成为评价焊接质量和分析焊接残余应力的有力工具。
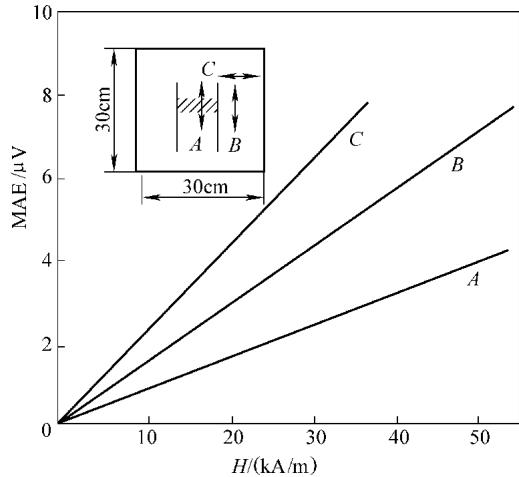
图1 焊接残余应力对MAE信号的影响
要精确量化残余应力,需要建立可靠的“MAE信号-应力”校准曲线,这对于设备参数配置、样品表面状态和操作手法都有着极高的要求。这正是专业检测实验室的核心价值所在。 精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,专业的权威第三方检测机构,专业检测材料残余应力与显微组织,可靠准确。欢迎沟通交流,电话19939716636
除了应力,MAE信号对材料的微观结构变化同样敏感。那么,这种敏感性具体体现在哪些方面?
MAE信号的强度与材料硬度呈现出明确的负相关关系,即材料的硬度越大,其MAE信号响应越弱。图2描绘了某钢材的MAE信号(定义为磁化一周内的声发射计数)随维氏硬度(HV)的变化。图中的两条曲线分别对应不同的信号测量阈值电压。对于特定材料,一旦通过实验建立了这样一条可靠的“硬度-MAE”关系曲线,便可利用它来快速评估同批次材料的硬度及其均匀性。
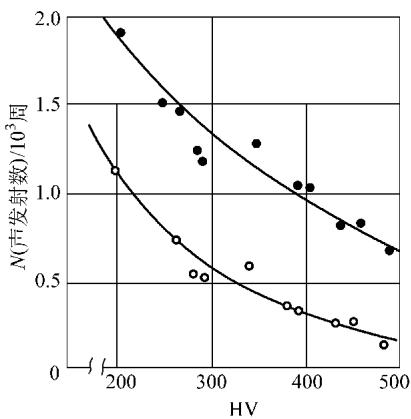
图2 MAE信号随材料硬度的变化关系
材料经历不同的热处理(如淬火、回火、退火)和冷加工(如冷轧、拉拔)工艺后,其内部的位错密度、析出相、晶格畸变等微观结构会发生显著改变,这些变化都会清晰地反映在MAE信号上。
如图3和图4所示,不同的热处理工艺及冷加工状态会导致MAE信号产生明显差异。因此,可以利用MAE技术来判断热处理制度是否得当、工艺质量是否达标,并对钢材的微观结构状态进行无损检测。
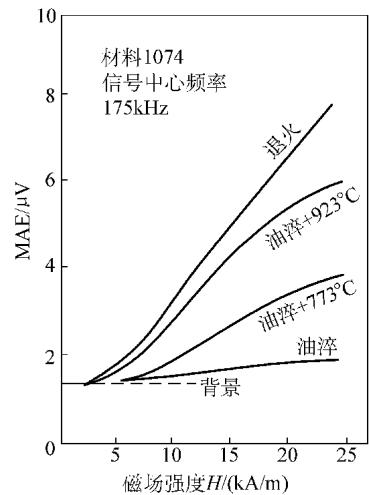
图3 不同热处理工艺对MAE信号的影响
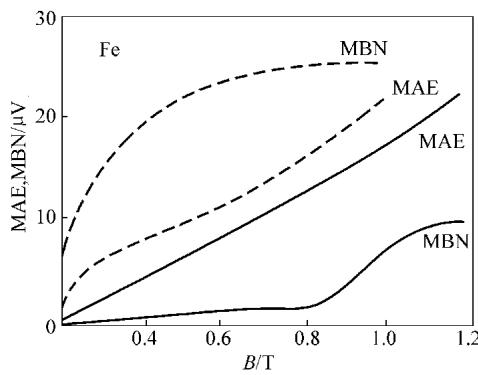
图4 退火与冷加工状态下钢的MAE和MBN信号随磁感应强度B的变化
MAE技术对材料的晶粒尺寸也颇为敏感。图5展示了在碳含量极低的脱碳钢 (w(C) < 0.005%) 中,MAE信号随晶粒度增大的变化趋势。实验中的样品G5、G6、G7的平均晶粒尺寸分别为72μm、87μm和115μm。从图中可以看出,随着晶粒尺寸的增大,MAE信号也随之增强。图中实线代表声发射率的变化,虚线则代表信号幅度的变化。这一特性为无损评估材料的晶粒度提供了可能。
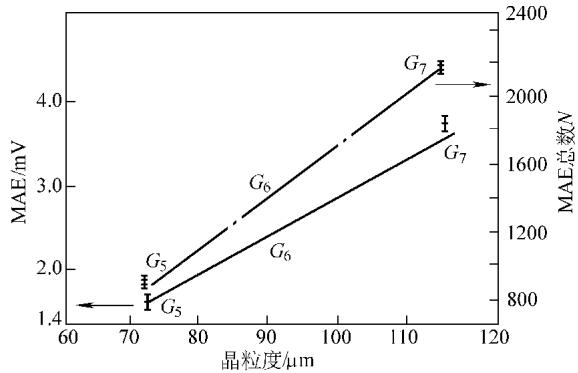
图5 脱碳钢中MAE信号随晶粒度的变化
由于MAE技术本身的发展历史相对较短,上述提及的各项应用仍有待进一步的研究与完善,同时,更多潜在的应用领域正等待着业界的探索与开发。












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
