
熔铸α-β氧化铝耐火材料的生产,是一场在高温下对材料物相与应力的精确博弈。其核心挑战并不仅仅在于达成高纯度的化学成分,更在于如何控制其从熔融态到固态的复杂相变过程,最终获得致密、无裂纹的成品。任何一个环节的疏忽,都可能导致前功尽弃。本文将深入剖析熔铸α-β氧化铝砖从配方设计到熔化退火全流程中的关键控制点。
熔铸氧化铝砖的性能根基在于配方。不同的牌号,其配方设计的侧重点迥异,本质上是在主相纯度、助熔效果与最终使役性能之间寻求微妙的平衡。
RA-A型: 此类型追求高纯度,Al2O3含量要求不低于98.5%。然而,纯度过高会显著提升熔化温度,增加能耗与生产难度。因此,引入0.25%至1%的氧化硼(B2O3)作为助熔剂,便成为一种关键的工艺策略。B2O3能有效降低液相线温度,改善熔体流动性,却不会对主晶相结构造成大的破坏。
RA-H型与RA-M型: 这两种牌号的设计核心在于控制Na2O的含量,以形成β-Al2O3(Na2O·11Al2O3)相。RA-H型理论上Na2O含量为5.24%,实际配料时会略高于此值,以确保β相的充分形成,此时Al2O3含量约91%。相比之下,RA-M型的Na2O含量控制在3.5%至4.5%,Al2O3则提升至94%左右。值得注意的是,RA-M型对SiO2的控制极为苛刻(0.8%~1.5%)。这是因为SiO2虽然能提高熔体粘度并抑制Al2O3的结晶,但过量的引入会显著增加非晶态的玻璃相含量。这些玻璃相在长期高温服役下,会成为材料性能的薄弱环节。
RA-K型与AZSC型: 为了提升材料的抗侵蚀性等特定性能,这两类产品分别通过添加适量的铬精矿或氧化铬进行改性。
可见,熔铸氧化铝砖的配方设计,其精髓在于利用微量元素的引入,对熔化行为、结晶过程及最终显微结构进行精准调控。
如果说配方是蓝图,那么熔化、浇铸与退火就是将蓝图变为现实的关键施工过程,其中,温度与气氛的控制是重中之重。
熔化浇铸要点: 与熔炼AZS砖不同,熔铸氧化铝砖时电弧炉的电弧不宜过长。偏高的电压虽然能提升熔化效率,却容易导致铸件内部产生气孔,降低最终产品的致密度。此外,必须配备有效的烟气除尘与通风系统,为炉内创造一个稳定的氧化气氛,这对熔体成分的稳定至关重要。
保温退火——决定成败的关键一步: 退火过程的温度控制,直接决定了产品的成品率。熔融的α-β Al2O3料浆浇注入模后,冷却过程中的物相演变极为复杂。靠近模壁的部分迅速冷却,形成α-β Al2O3的硬壳。而铸件内部,随着温度缓慢下降,Na2O会向最后的凝固区域——缩孔中心——迁移富集。这种迁移导致了内部显微结构极度的不均匀:中心区域富集β-Al2O3(Na2O·(9-11)Al2O3),而外围则是α-Al2O3为主。由于α相与β相的热膨胀系数存在显著差异,这种不均匀的物相分布会在冷却过程中产生巨大的内应力,当应力超过材料本身的强度极限时,制品便会开裂。
要克服这一难题,必须采用精细的退火工艺。
自然退火: 将铸件置于良好的隔热层(如氧化铝粉)中,依靠其自身储存的热量,实现极其缓慢的冷却。这种方法简单,但对隔热条件要求高,冷却速率不易精确控制。
外部供热退火: 这是更为主流和可控的方法。铸件脱模后,立即送入间歇式电窑(如硅钼棒炉)中。退火的起始温度通常设定在1400°C,保温2至4小时,随后按照一条精确设计的降温曲线缓慢冷却。
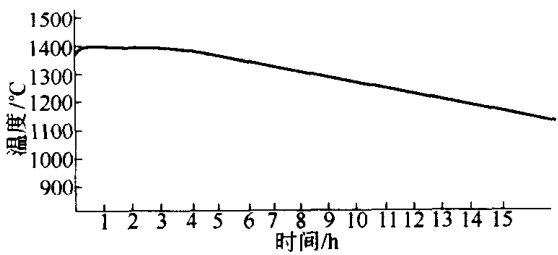
图19-20 熔铸α-β Al2O3砖的典型退火工艺曲线
如图所示的退火曲线,通过在不同温区采用不同的降温速率,旨在让铸件内部的应力得到充分、平缓的释放。通过这种精细化的热处理,退火成品率可以稳定地提升至75%以上。
以一个具体的生产案例来看:将97%的工业氧化铝与3%的石英砂混合,在2000 kVA的电弧炉中熔化,电压控制在150-240V。约1小时后,将重约500kg的熔体浇注入金属模。12-15分钟后,趁热移开模壁,立即将铸件移入填充有Al2O3空心球作为隔热材料的保温箱中进行退火。整个过程对时间、温度和操作的衔接要求极高。
从配方中微量元素的精确配比,到熔炼气氛的营造,再到退火曲线上每一个拐点的精确设定,无不体现出熔铸耐火材料生产的高度复杂性。要验证退火工艺是否成功,评价产品内部是否存在微裂纹、物相分布是否均匀,都离不开精密的显微结构分析和物相鉴定。因此,要获得稳定可靠的高性能产品,除了优化生产工艺,建立一套完善的质量检测与失效分析流程同样不可或缺。这正是专业检测实验室的核心价值所在。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),专业的权威第三方检测机构,央企背景,可靠准确。欢迎沟通交流,电话19939716636












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
