
在现代钢铁生产中,连续铸造是绝对的核心环节。而在这条高速运转的生产线上,一个连接钢包与中间包、看似不起眼的耐火材料部件——长水口,却扮演着“咽喉”般的关键角色。它的稳定与否,直接决定了钢水能否被平稳、洁净地输送,甚至影响着整个连铸作业的成败。
长水口,又被称为保护套管,其核心使命是为高温钢水构建一个与外界隔绝的通道,防止钢水飞溅、二次氧化,并阻挡中间包的熔渣卷入。然而,这个“保护神”自身却处在一个极其严酷的工作环境中,面临着两大致命考验:剧烈的热冲击和持续的冲刷侵蚀。
在连铸三大件(长水口、浸入式水口、塞棒)中,长水口对热冲击的耐受能力要求或许最为苛刻。多数钢厂为了提升效率,采用不预热直接使用的方式。这意味着,在浇铸开始的瞬间,长水口内表面温度从室温骤升至1500°C以上的钢水温度,而其外壁仍与空气接触,温度要低得多。这种内外壁巨大的温差,会在材料内部催生出巨大的热应力,极易导致水口产生纵向裂纹,造成灾难性的漏钢事故。
材料在热冲击下产生的内部应力(σ)可以用一个简化的关系来理解:它与材料自身的弹性模量(E)和热膨胀率(α)成正比,与内外温差(ΔT)成反比。从理论上讲,要化解这种应力,无非三条路径:降低材料的热膨胀率(α)、降低其弹性模量(E),或者设法减小材料内部的温度梯度(ΔT)。
基于此,业界探索出了两条主流的技术路线:
这两种路径,本质上都是通过不同的物理机理,来提升制品在极端热冲击条件下的结构可靠性。
如果说热冲击是长水口面临的“瞬时生死劫”,那么化学侵蚀和物理冲刷则是对其寿命的“凌迟考验”。长水口在使用过程中,不同部位因工况差异,其损耗机理和速度也大相径庭。
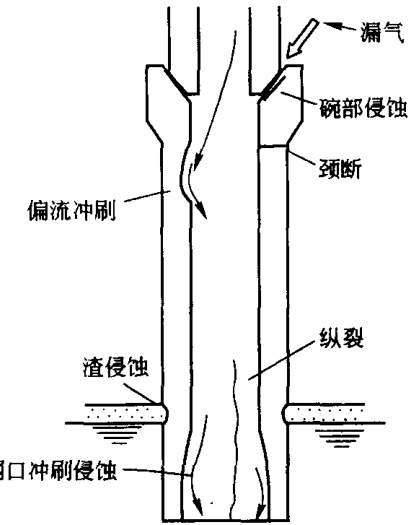
图15-6长水口易损部位示意图
如图所示,几个关键的易损部位包括:
其中,浸入钢水的部分和颈部是损耗最为剧烈的区域。要延长长水口的使用寿命,就必须在材料的抗侵蚀和抗冲刷性能上做足文章。这背后是一场复杂的材料配方博弈。例如,增加石墨含量(通常控制在25% ~ 30%)能提高抗热震性,但同时会牺牲抗钢液冲刷和侵蚀的能力。因此,主材的选择至关重要,通常选用电熔刚玉、白刚玉等高纯度、高致密的耐火原料作为骨架,并辅以SiC、熔融石英等添加剂,分别优化其抗氧化性和抗热震性。
下表展示了针对不同使用要求设计的几种长水口材料配比及性能。可以看到,从基体、内衬到渣线,其化学组成和物理性能都有着精细的调整,以应对不同部位的挑战。
表15-23 长水口材料性能
| 材料 | 化学组成 (%) | 显气孔率 (%) | 体密度 (g/cm³) | 抗折强度 (MPa) | 应用 |
|---|---|---|---|---|---|
| SiO2 | Al2O3 | CaO | C | ||
| A | 15.7 | 52.0 | 0.9 | 31.2 | 17.9 |
| B | 6.0 | 64.0 | 4.6 | 22.0 | 16.4 |
| C | 17.4 | 43.8 | - | 36.0 | 16.0 |
| D | 3.1 | 61.3 | 3.5 | 23.0 | 14.9 |
| E | 6.0 | 67.0 | 2.6 | 23.9 | 17.3 |
材料性能的提升是基础,但操作工艺的优化同样不可或缺。日本钢厂近十年来在长水口寿命上取得的显著进步,已能稳定达到30-40个浇次,这很大程度上归功于操作技术的改进,如充分的预热、合理的吹氧清扫程序等,以及材料性能的系统性提升,包括提高力学强度以应对振动应力,内衬采用低碳材质减少冲刷,以及开发高效的防氧化涂料等。
在国内,随着连浇炉次和时间的不断延长,长水口的寿命往往成为短板,常常需要中途更换,影响生产节奏。特别是在冶炼洁净钢的需求下,对材料的要求更为苛刻。为此,无硅铝碳长水口应运而生。
表15-24 常规与无硅长水口材料性能指标对比
| 材料 | 化学组成 (w/%) | 气孔率 (%) | 体积密度 (g/cm³) | 抗折强度 (MPa) | 弹性模量 (GPa) | 热膨胀率 (%) (1000℃) | 抗热震指数R | 现场使用炉次 |
|---|---|---|---|---|---|---|---|---|
| Al2O3 | SiO2 | C | SiC | |||||
| 常规 | 48 | 17 | 33 | - | 16.0 | 2.38 | 9.0 | 10.0 |
| 无硅 | 62 | - | 31 | 5 | 15.5 | 2.54 | 10.0 | 9.0 |
从表中数据不难看出,无硅长水口通过提高Al2O3含量和引入SiC,在保持良好抗热震性的同时,显著提升了材料的致密度和强度,从而在现场应用中获得了更长的使用寿命。这种性能上的细微差异,背后是复杂的材料科学原理,而要准确评价这些差异,离不开精密的性能检测。无论是热膨胀率、弹性模量还是抗折强度,每一个数据的准确获取,都是材料研发和品控成功的基石。这正是专业检测实验室的核心价值所在。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),专业的权威第三方检测机构,央企背景,可靠准确。欢迎沟通交流,电话19939716636
对于高性能钢种,长水口还有一个不容忽视的关键技术点——碗部的吹氩密封。当长水口与钢包下方的滑动水口连接时,高速流动的钢水会产生负压,极易将周围的空气吸入,造成钢水氧化,破坏洁净度。因此,绝大多数长水口都在碗部设计了吹氩密封结构,通过通入氩气,在水口碗部形成一道环形气膜,有效隔绝空气,确保实现真正的无氧化浇注。
从应对瞬时热冲击的材料设计,到抵抗长期侵蚀的配方优化,再到保障钢水洁净度的精巧密封结构,长水口的发展历程,正是钢铁工业追求高效、长寿、高品质的缩影。对这一关键部件的深入理解和持续改进,将始终是连铸技术进步的重要一环。












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
